3.11 Welding conditions of WB-P350L/P400L/P500L
3-44
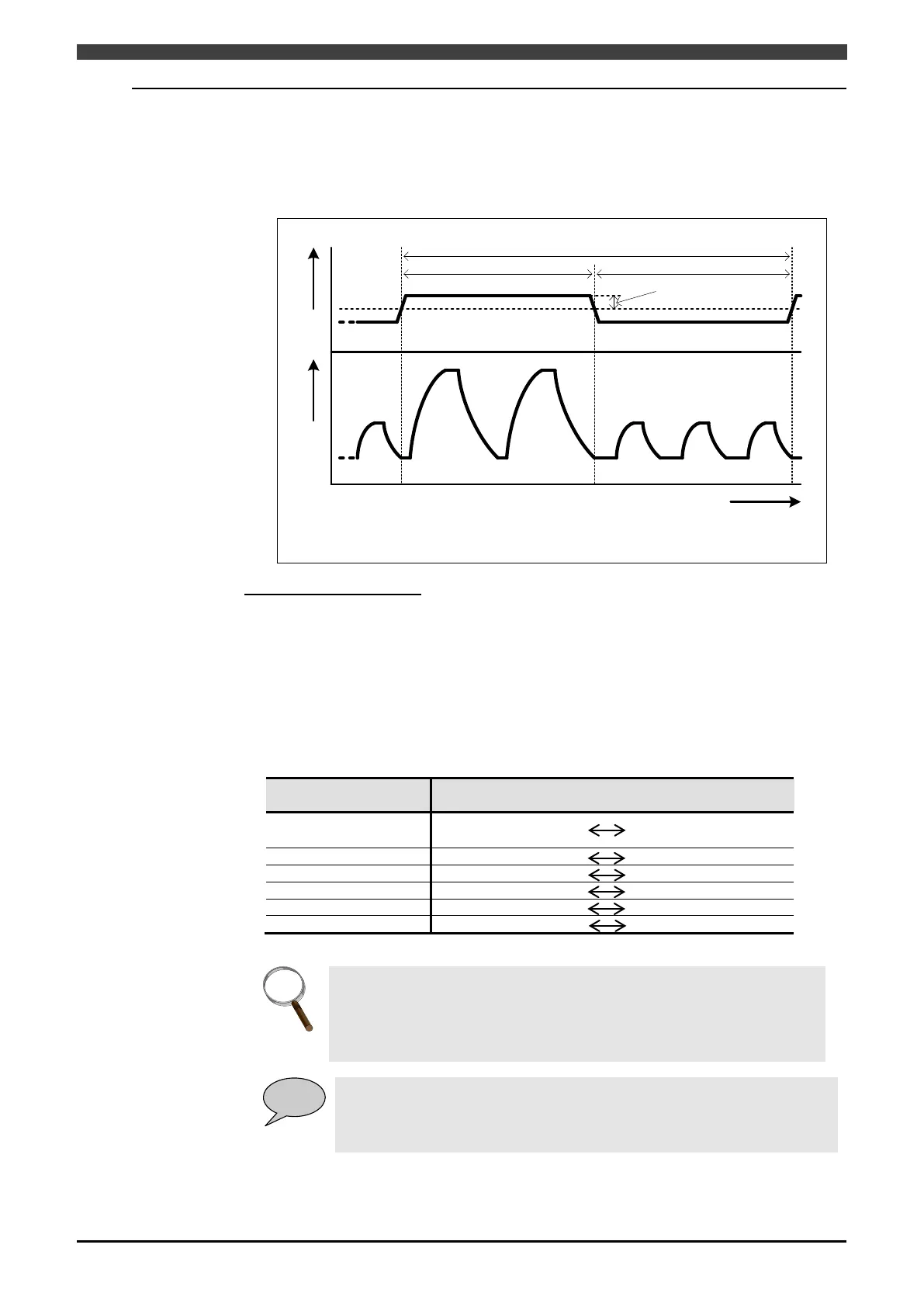
3.11.5 Waveform control with DC wave pulsed welding
DC wave pulsed welding is essentially pulsed welding, where a wave frequency period consists of
a low pulse section and high pulse section. The number of pulses in a low pulse section and high
pulse section in each period depends on the wave frequency and pulse conditions.
Waveform control (arc start - welding underway - crater treatment) is conducted as follows.
Time
One period
High pulse Low pulse
Amplitude rate
Welding current Wire speed
Fig. 3.11.3 Waveform control with the DC wave pulsed welding method
(arc start – welding underway – crater treatment)
What is the Amplitude Rate?
When the wave frequency is below 5 Hz, the wire feed speed is changed in wave pulsed
welding. By slightly adjusting the amplitude of this feed speed, welding results intended for
different purposes can be achieved.
The amplitude rate is meant for adjusting the shift value of the wire feed. Having 50% as its
standard measurement, adjustments can be made within the range from 0 to 100%. The
minimum adjustment unit is “1”.
The relationship between the settings of the amplitude rate and the welding results are shown
in the table below. Adjust the amplitude rate accordingly to its intended purpose.
Table 3.11.4 Relationship between Amplitude Rate and Welding Results
Amplitude rate
Shift value of wire feed
(
)
Shift value of arc length
Even if “100% (Maximum)” is set for the mild and stainless steels, the melted
metal will flow before it hardens. Therefore, there are cases where the bead’s
ripple does not exceed the ripples that are created at “50% (Standard).”
When the registered welding power source is DP, it is not available to set the
amplitude rate.
 Loading...
Loading...