3.10 Welding conditions of WB-P350/P400
3-34
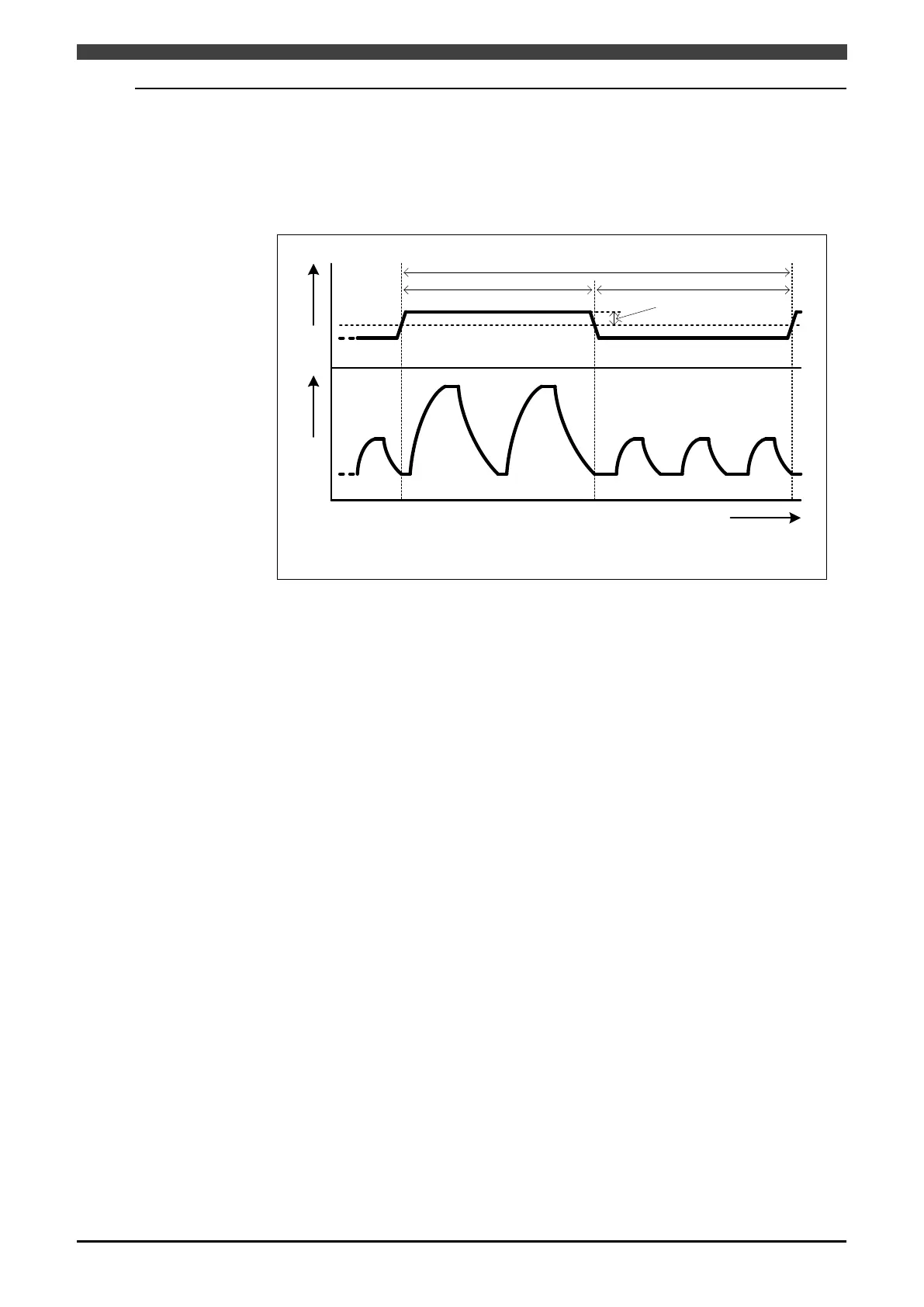
3.10.4 Waveform control with DC wave pulsed welding
DC wave pulsed welding is essentially pulsed welding, where a wave frequency period consists of
a low pulse section and high pulse section. The number of pulses in a low pulse section and high
pulse section in each period depends on the wave frequency and pulse conditions.
Waveform control (arc start - welding underway - crater treatment) is conducted as follows.
Time
One period
High pulse Low pulse
Amplitude rate
Welding current Wire speed
Fig 3.10.2 Waveform control with the DC wave pulsed welding method
(arc start – welding underway – crater treatment)
 Loading...
Loading...