1.4 Welding mode lists
1-14
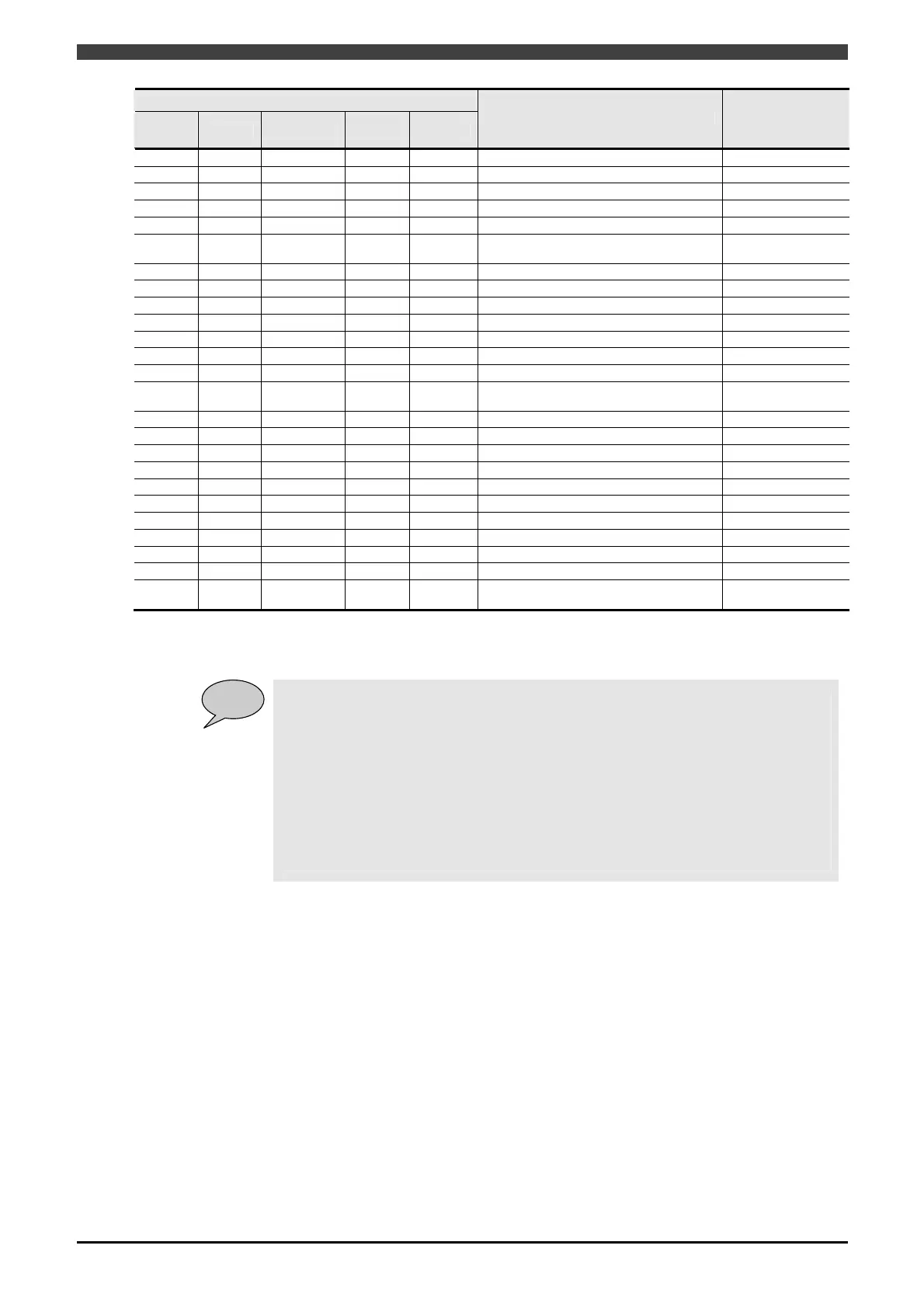
Welding mode
Welding
process
Gas
Wire
material
Wire
diameter
Travel
speed
Notes
Number of welding
Welding mode description
characteristic data
in AX21/FD11
DC MAG SUS Cored 1.2 Standard 350A Mag DCφ1.2 SuS (Cor
ed) (Low) $WTBD4522
〃 MIG※2 Hard Alm 1.2 〃 350A Mig_3 DCφ1.2 Hard Al (Low) $WTBD4540
〃 〃 〃 1.6 〃 350A Mig_3 DCφ1.6 Hard Al (Low) $WTBD4541
〃 〃 Soft Alm 1.2 〃 350A Mig_3 DCφ1.2 Soft Al (Low) $WTBD4542
〃 〃 〃 1.6 〃 350A Mig_3 DCφ1.6 Soft Al (Low) $WTBD4543
〃 CO2
Mild Steel
Solid
Extended
cable
0.8 350A Co2 DC φ0.8 (Low*) $WTBD4552
〃 〃 〃 0.9 〃 350A Co2 DC φ0.9 (Low*) $WTBD4553
〃 〃 〃 1.0 〃 350A Co2 DC φ1.0 (Low*) $WTBD4554
〃 〃 〃 1.2 〃 350A Co2 DC φ1.2 (Low*) $WTBD4555
〃 MAG 〃 0.8 〃 350A Mag DC φ0.8 (Low*) $WTBD4558
〃 〃 〃 0.9 〃 350A Mag DC φ0.9 (Low*) $WTBD4559
〃 〃 〃 1.0 〃 350A Mag DC φ1.0 (Low*) $WTBD4560
〃 〃 〃 1.2 〃 350A Mag DC φ1.2 (Low*) $WTBD4561
Mild St
eel
Cored
〃 〃 1.2 〃 350A Mag DC φ1.2 (Cored) (Low*) $WTBD4562
〃 〃 〃 1.4 〃 350A Mag DC φ1.4 (Cored) (Low*) $WTBD4563
〃 〃 SUS Cored 1.2 〃 350A Mag DC φ1.2 SuS (Cored) (Low*) $WTBD4564
〃 MIG※1 SUS 0.8 〃 350A Mig_4 DC φ0.8 SuS (Low*) $WTBD4577
〃 〃 〃 0.9 〃 350A Mig_4 DC φ0.9 SuS (Low*) $WTBD4578
〃 〃 〃 1.0 〃 350A Mig_4 DC φ1.0 SuS (Low*) $WTBD4579
〃 〃 〃 1.2 〃 350A Mig_4 DC φ1.2 SuS (Low*) $WTBD4580
〃 MIG※2 Hard Alm 1.2 〃 350A Mig_3 DCφ1.2 Hard Al (Low*) $WTBD4586
〃 〃 〃 1.6 〃 350A Mig_3 DCφ1.6 Hard Al (Low*) $WTBD4587
〃 〃 Soft Alm 1.2 〃 350A Mig_3 DCφ1.2 Soft Al (Low*) $WTBD4588
〃 〃 〃 1.6 〃 350A Mig_3 DCφ1.6 Soft Al (Low*) $WTBD4589
DC
MIG※1 Ferrite 0.9 High 350A Mig_4 DC φ0.9 Ferrite (High#) $WTBD4598
(APCS)
※1 98%Ar, 2%O
2
※2 100%Ar
POINT
Normally, use the welding characteristic data given in Table 1.4.2 dedicated to “High”
application. The ones for “Standard” application must be used only when the welding
speed is low (50cm/min or lower in general), which causes unstable welding
performance.
Also, welding performance may become unstable when using the extended power cable
depending on the layout condition of cables (when the total length exceeds 30m or the
cable is coiled). In that case, voltage adjustment will normally bring about stable
condition. However, use the welding characteristic data dedicated to “Standard:
extension” application if the welding performance is not yet stable. In order to register
“Standard: extension” application, change the operator qualification to “
SPECIALIST
”.)
 Loading...
Loading...