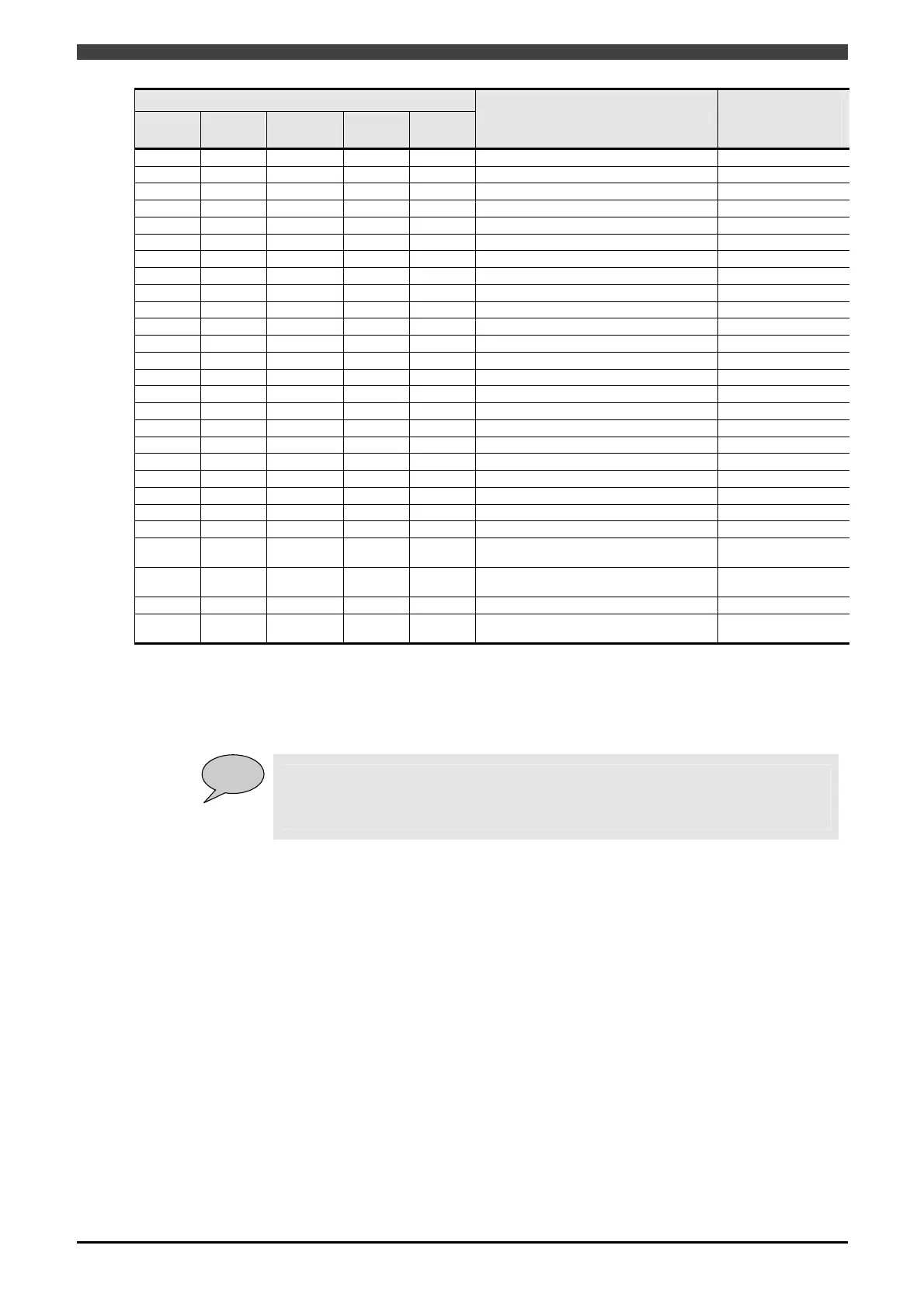
1.4 Welding mode lists
1-83
Welding process
Welding
process
Gas
Wire
material
Wire
diameter
Travel
speed
Notes
Number of welding
File comment
characteristic data in
AX21/FD11
ACP 〃 〃 1.0 〃 400A
Mig_2 AC-Pulse φ1.0 Ferrite (High) $WBTD6162
ACP 〃 〃 1.2 〃 400A Mig_2 AC-Pulse φ1.2 Ferrite (High) $WBTD6163
ACWP 〃 〃 0.9 〃 400A Mig_2 AC-Wave φ0.9 Ferrite (High) $WBTD6165
High
ACWP MIG※4 Ferrite 1.0 400A
Mig_2 AC-Wave φ1.0 Ferrite (High) $WBTD6166
ACWP 〃 〃 1.2 〃 400A Mig_2 AC-Wave φ1.2 Ferrite (High) $WBTD6167
DCP 〃 〃 0.9 〃 400A Mig_2 DC-Pulse φ0.9 Ferrite (High) $WBTD6169
DCP 〃 〃 1.0 〃 400A Mig_2 DC-Pulse φ1.0 Ferrite (High) $WBTD6170
DCP 〃 〃 1.2 〃 400A Mig_2 DC-Pulse φ1.2 Ferrite (High) $WBTD6171
DCWP 〃 〃 0.9 〃 400A Mig_2 DC-Wave φ0.9 Ferrite (High) $WBTD6173
DCWP 〃 〃 1.0 〃 400A Mig_2 DC-Wave φ1.0 Ferrite (High) $WBTD6174
DCWP 〃 〃 1.2 〃 400A Mig_2 DC-Wave φ1.2 Ferrite (High) $WBTD6175
ACP 〃 〃 0.9 Standard 400A Mig_2 AC-Pulse φ0.9 Ferrite (Low) $WBTD6177
ACP 〃 〃 1.0 〃 400A Mig_2 AC-Pulse φ1.0 Ferrite (Low) $WBTD6178
ACP 〃 〃 1.2 〃 400A Mig_2 AC-Pulse φ1.2 Ferrite (Low) $WBTD6179
ACWP 〃 〃 0.9 〃 400A Mig_2 AC-Wave φ0.9 Ferrite (Low) $WBTD6181
ACWP 〃 〃 1.0 〃 400A Mig_2 AC-Wave φ1.0 Ferrite (Low) $WBTD6182
ACWP 〃 〃 1.2 〃 400A Mig_2 AC-Wave φ1.2 Ferrite (Low) $WBTD6183
DCP 〃 〃 0.9 〃 400A Mig_2 DC-Pulse φ0.9 Ferrite (Low) $WBTD6185
DCP 〃 〃 1.0 〃 400A Mig_2 DC-Pulse φ1.0 Ferrite (Low) $WBTD6186
DCP 〃 〃 1.2 〃 400A Mig_2 DC-Pulse φ1.2 Ferrite (Low) $WBTD6187
DCWP 〃 〃 0.9 〃 400A Mig_2 DC-Wave φ0.9 Ferrite (Low) $WBTD6189
DCWP 〃 〃 1.0 〃 400A Mig_2 DC-Wave φ1.0 Ferrite (Low) $WBTD6190
DCWP 〃 〃 1.2 〃 400A Mig_2 DC-Wave φ1.2 Ferrite (Low) $WBTD6191
High 400A
Mig_3 AC-Pulse φ1.2 Inconel
(High)
ACP MIG※1 Inconel 1.2 $WBTD6212
400A Mig_3 DC-Pulse φ1.2 Inconel
(High)
DCP 〃 〃 〃 〃 $WBTD6213
ACP 〃 〃 〃 Standard 400A Mig_3 AC-Pulse φ1.2 Inconel (Low) $WBTD6214
400A Mig_3 DC-Pulse φ1.2 Inconel
(Lo
w)
DCP 〃 〃 〃 〃 $WBTD6215
ACWP AC wave pulse ※1 100%Ar
ACP AC pulse ※2 80%Ar, 20% CO
2
DCWP DC wave pulse ※3 98%Ar, 2%O
2
DCP DC pulse ※4 97.5%Ar, 2.5%CO
2
POINT
Normally, use the welding characteristic data given in Table 1.4.22 dedicated to “High”
application. The ones for “Standard” application must be used only when the welding
speed is low (50cm/min or lower in general), which causes unstable welding
performance.
 Loading...
Loading...