V0215, 9.19
Lock touch screen when started
To enable the locking of the touchscreen while the controller is started.
Pressure correction
Percentage of calculated force which actually controls the pressure valve.
Clamping correction
The position of the beam at which the sheet is clamped, is calculated. In order to have a
firm clamped sheet it is possible to offset the calculated pinch point with the value here
programmed. A positive value will result in a deeper position, a negative value in a
higher position of the beam.
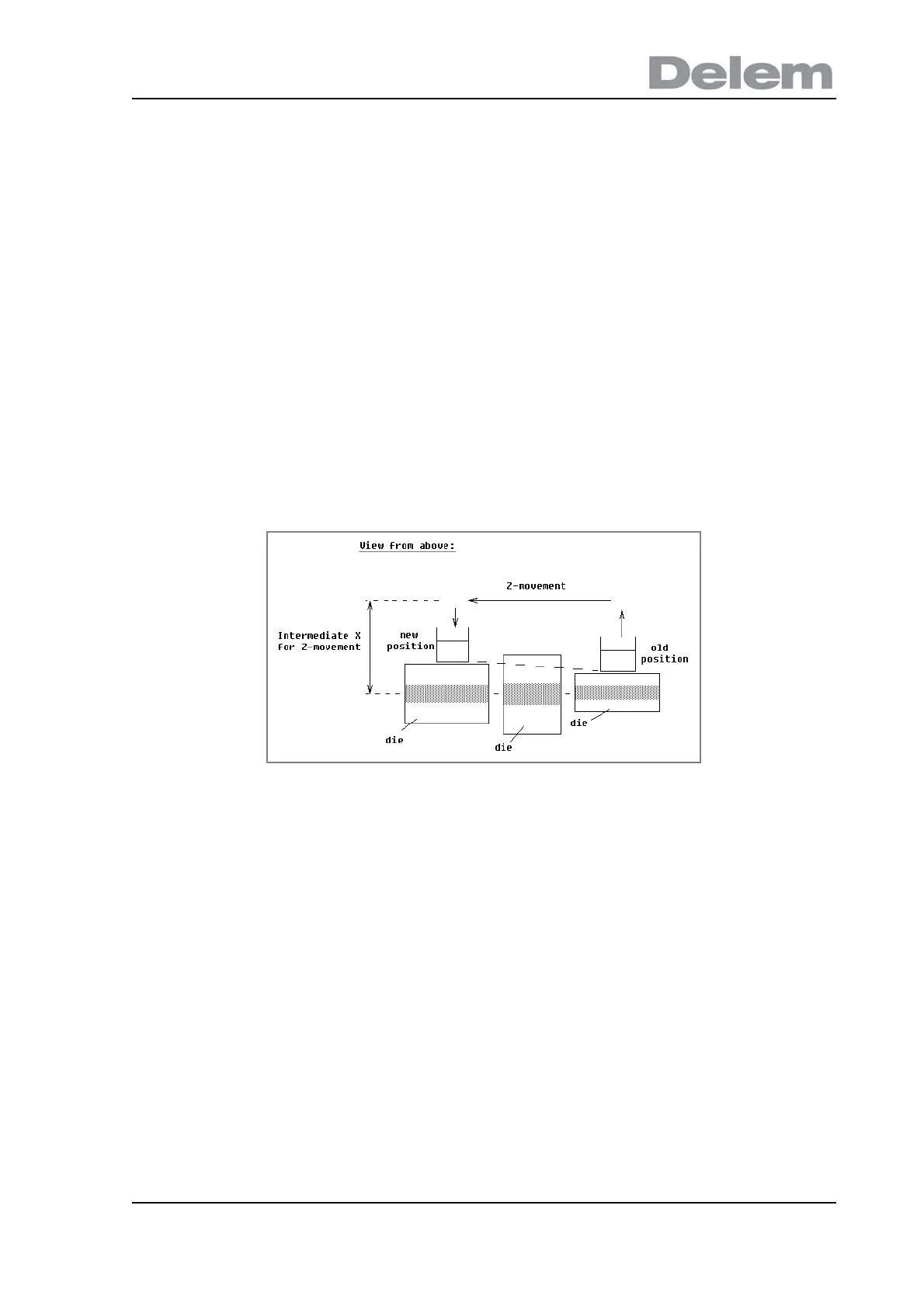
Intermediate X for Z-movement
Temporary safe value for the X-axis, to avoid collision as a result of movement along the
Z-axis. With this parameter a standard safety zone for the X-axis is defined, which is
valid for all programs. The value 0 disables this functionality. This parameter should not
be confused with the parameter ’X-safety’ of each die.
This parameter is especially useful when several dies of different sizes are placed on
the machine. In that situation, this intermediate X-value should be larger than the safety
zone of the largest die that is installed.
When the back gauge has to move to a different Z-position, it is checked whether the current
X-position is safe. We can distinguish the following situations:
• Old X-axis position as well as new position outside the zone: X- and Z-axis movements
happen at the same time, no change.
• Old X-axis position outside, new position inside the zone: back gauge is positioned on
Z-axes first, the X-movement starts when the Z-axes are in position.
• Old X-axis position inside, new position outside the zone: back gauge starts along X-
axis, Z-movement is started when X-axis is outside the zone.
• Old X-axis position as well as new position inside the zone: back gauge moves to the
intermediate X-axis position, then the Z-movement is started. When the Z-axes are in
position the X-movement is started to move the back gauge to its new position.
Intermediate R for X-movement
Temporary position for the R-axis, to avoid collision as a result of movement of the X-
axis. The value 0 disables this functionality. When programmed not equal to zero this
position will be active when the X-axis has to move inside the safety zone of the die.