V0215, 6.11
6.3. Bend functions
Auxiliary functions of the bending can be programmed scrolling down the bend parameters
page.
Mute
Sequence point at which the Y-axis is switched from fast closing speed to pressing
speed. The value programmed here is the distance of the mute point above the sheet.
By default, the mute value from the programmed die is used.
Whether or not this parameter is present depends on machine settings.
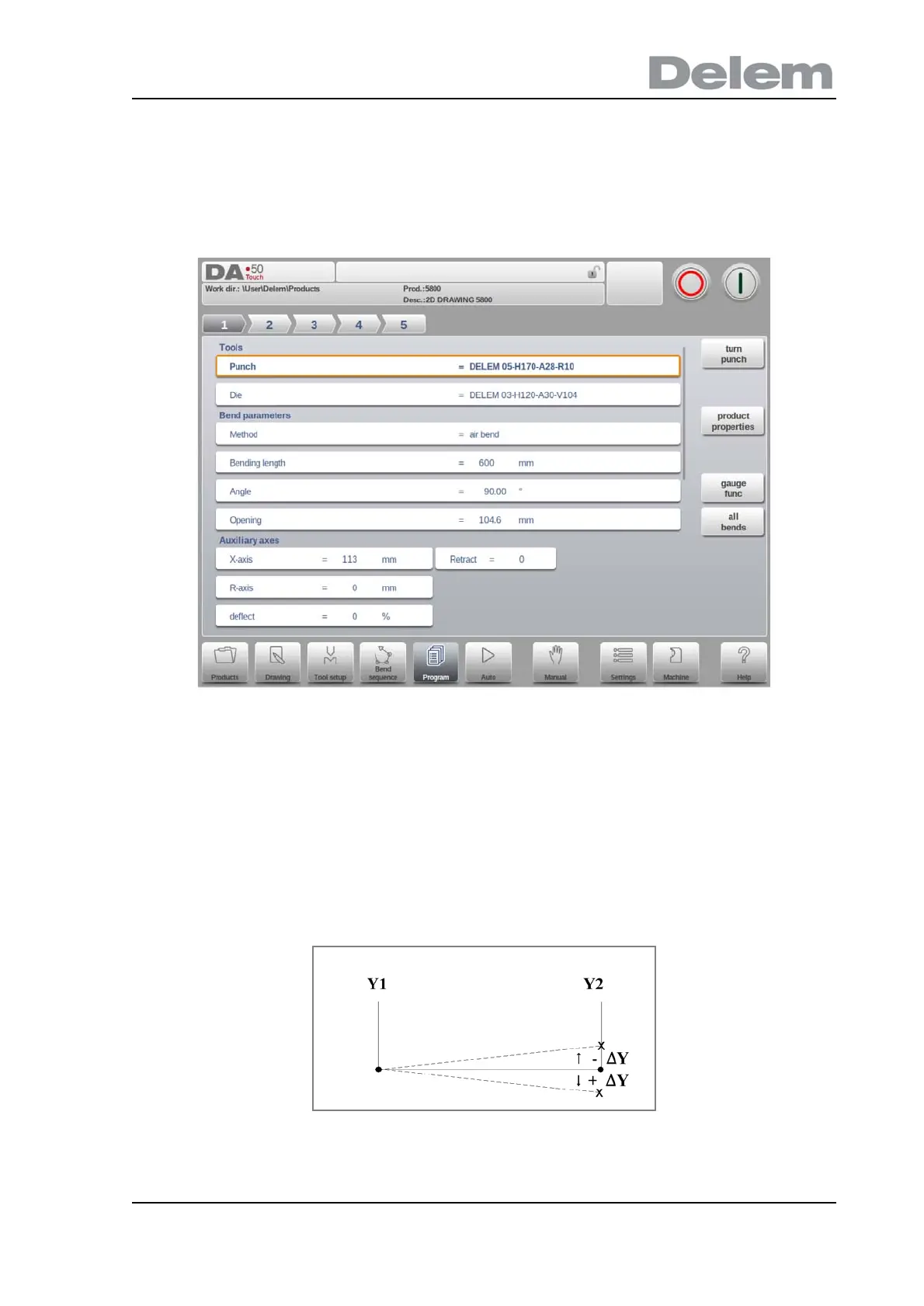
Parallelism
Difference of left- and right hand side cylinder (Y1 and Y2). When positive, right hand
side lower. When negative, right hand side higher. The programmed value is active
below the clamping point.