iPAK2 User Guide
24
2.5. Force control
The weld programs contain the following force control parameters.
Parameter Units Range Description
Squeeze
1
kN/lbf variable Force used from the start of the Squeeze interval
Pre-heat
1
kN/lbf variable Force used from the start the Pre-heat interval
Cool1
1
kN/lbf variable Force used from the start the Cool1 interval
Upslope
1
kN/lbf variable Force used from the start the Upslope interval
Main heat kN/lbf variable Force used from the start of the Main heat interval
Cool2 kN/lbf variable Force used from the start of the Cool2 interval
Downslope
1
kN/lbf variable Force used from the start of the Downslope interval
Post-heat
1
kN/lbf variable Force used from the start the Post-heat interval
Hold
1
kN/lbf variable Force used from the start the Hold interval
Wait for force
2
on/off Wait until the applied force has been reached
Test force on/off Test the applied force at the end of the Main interval
High limit % 0 - 99 Force high limit
Low limit % 0 - 99 Force low limit
1
Force profile program option must be enabled to use this extended feature. If the force profile
option is disabled the Main heat force is used for the duration of the weld.
2
Occurs at the same time as 2
nd
stage. If Wait for force is required without 2
nd
stage, select 2
nd
stage Before or After Squeeze (See Configuration section) and permanently assert the 2
nd
stage input.
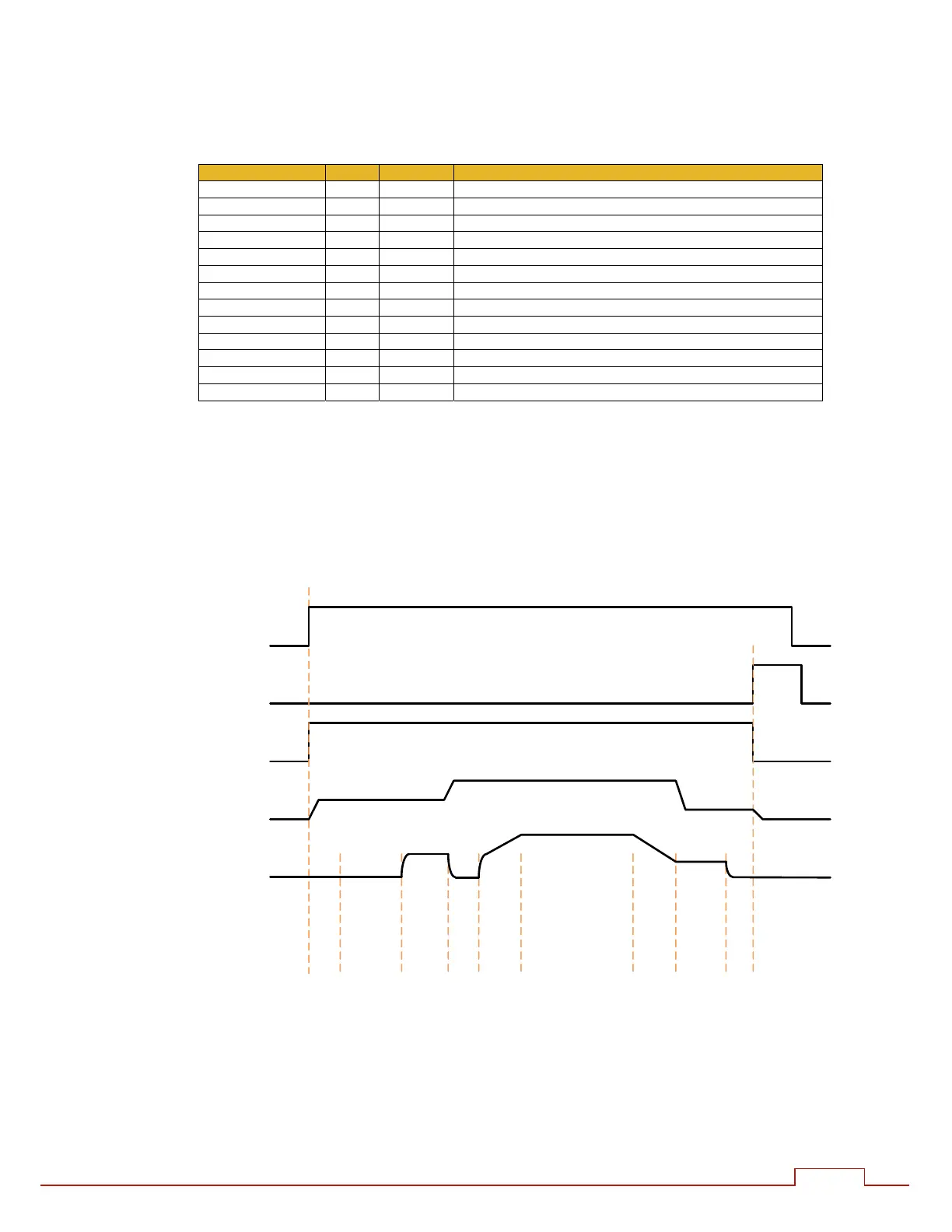
The Force profile option allows users to dynamically change the force to a different setting for
each interval in the weld sequence.
e.g. spot weld with force profile active:
EOSO/P
WAVO/P
ForceO/P
Current
Presqueeze
Squeeze
Mainheat
Hold
Cool1
Pre‐heat
Upslope
Downslope
STARTI/P
Post‐heat