iPAK2 User Guide
60
8. Configuration
1
iPAK2 only.
2
iPAK2 fitted with EtherNet/IP adapter, or iPAK2v2.
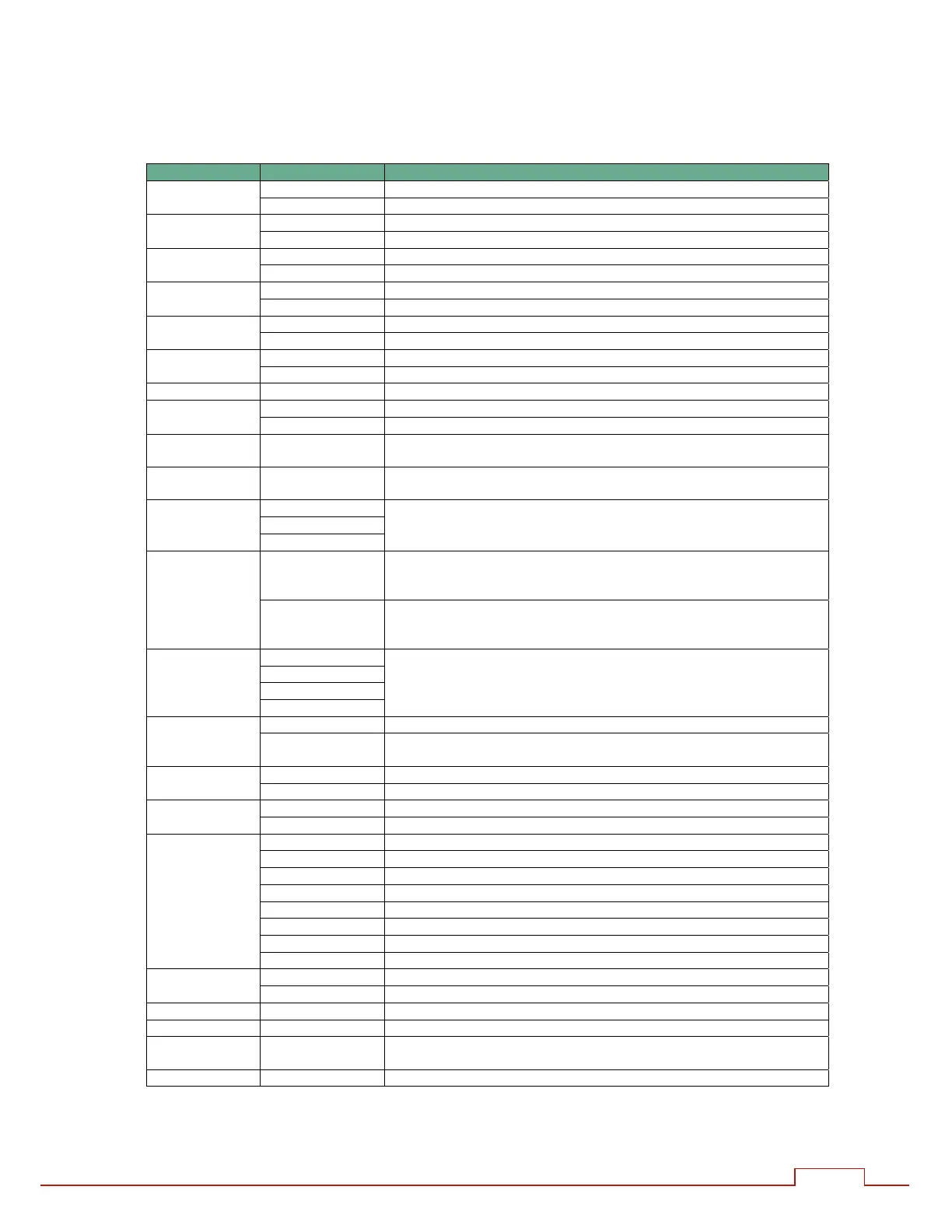
Parameter Value Description
Features
Standard Selects standard features.
Extended Selects extended features.
Weld type
Spot Selects spot welding features.
Seam Selects seam welding features.
Measure
Primary Measure primary welding current
Secondary Measure secondary welding current
Regulation
Primary Regulate primary welding current
Secondary Regulate secondary welding current
Units
Metric Force in KN.
Imperial Force in lbf.
Program select
External The Program Select inputs select the weld program.
Internal The Use Program parameter selects the weld program.
Use program 0 - 255 The weld program that will be used if Internal program select is set
Electrodes
Single Use one electrode for the weld programs.
Multi Use up to 8 electrodes for the weld programs.
iPAK(v1) mode
Yes/No Changes the sense of the READY output to NOT READY.
AV4, 5 and 6 are used for MUX selection.
Ip limit
0 – inverter
specific
Sets an upper limit on the inverter output current
3
2
nd
stage
Off Selects the second stage function. See Welding control – timing
diagrams section.
Before Squeeze
After Squeeze
2
nd
stage
Once The 2
nd
stage input is checked only at the start of the first spot in a
sequence. Applies to spot-repeat, cascade and roll-spot modes
but not seam.
Every The 2
nd
stage input is checked at the start of every spot within a
sequence. Applies to spot-repeat, cascade and roll-spot modes
but not seam.
Retract
Simple Selects the Retract function. See Welding control – timing diagrams
section.
Hilift +
Hilift -
Maintained
Stop on fault
No In the event of a fault further welds will be permitted.
Yes In the event of a fault, a fault reset is required before further welds
will be permitted.
EOS on fault
No In the event of a fault the EOS output will not be activated.
Yes In the event of a fault the EOS output will be activated.
Headlock on
fault
No In the event of a fault the welding head will not be locked.
Yes In the event of a fault the welding head will be locked.
I/O source
Discrete Use the discrete inputs and outputs.
COM0 Use MODBUS TCP/IP (Ethernet) on COM0
1
COM1 Use MODBUS TCP/IP (Ethernet) on COM1
1
COM2 Use MODBUS RTU (RS485) on COM2
COM3 Use RS232 on COM3
COM4 Use MODBUS TCP/IP (Ethernet) on COM4
2
COM5 Use MODBUS TCP/IP (Ethernet) on COM5
2
COM6 Use EtherNet/IP on COM6
2
Analog output
Force The analog output is used to control force.
Current The analog output corresponds to the measured weld current.
Waveform 10V = 0 – 500kA Sets the analog output scaling for the measured current option.
Contactor 0 – 99 seconds The contactor output is sustained for this time following a weld
Toroid test
Off / On The connection to an external toroid will be tested. The measured
resistance must lie within the range 10 to 300 Ohms.
Analog control Off / On The heat or current can be controlled via the analog input.