ES0609 rev D 4/09
9
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Z Start Pt – Enter the Z axis starting point.
Inside Dia. – Enter the current diameter of the work piece. Manually measure the diameter.
Dia. to Cut – Enter the nished diameter.
Z Dimension – Enter the Z axis dimension of the part from the Z start point.
Depth of Cut – Enter the depth of cut for each pass of the stock removal.
Feed Per Rev – Enter the feed per revolution.
MAX RPM – Enter the maximum spindle turning speed.
SFM – Enter the Surface Feed per Minute.
Fillet Radii – Enter the corner llet radii or enter ‘0’ for none.
Tool Nose – Enter the tool nose radius.
Advanced Users: In the full CNC mode this is a G71 command.
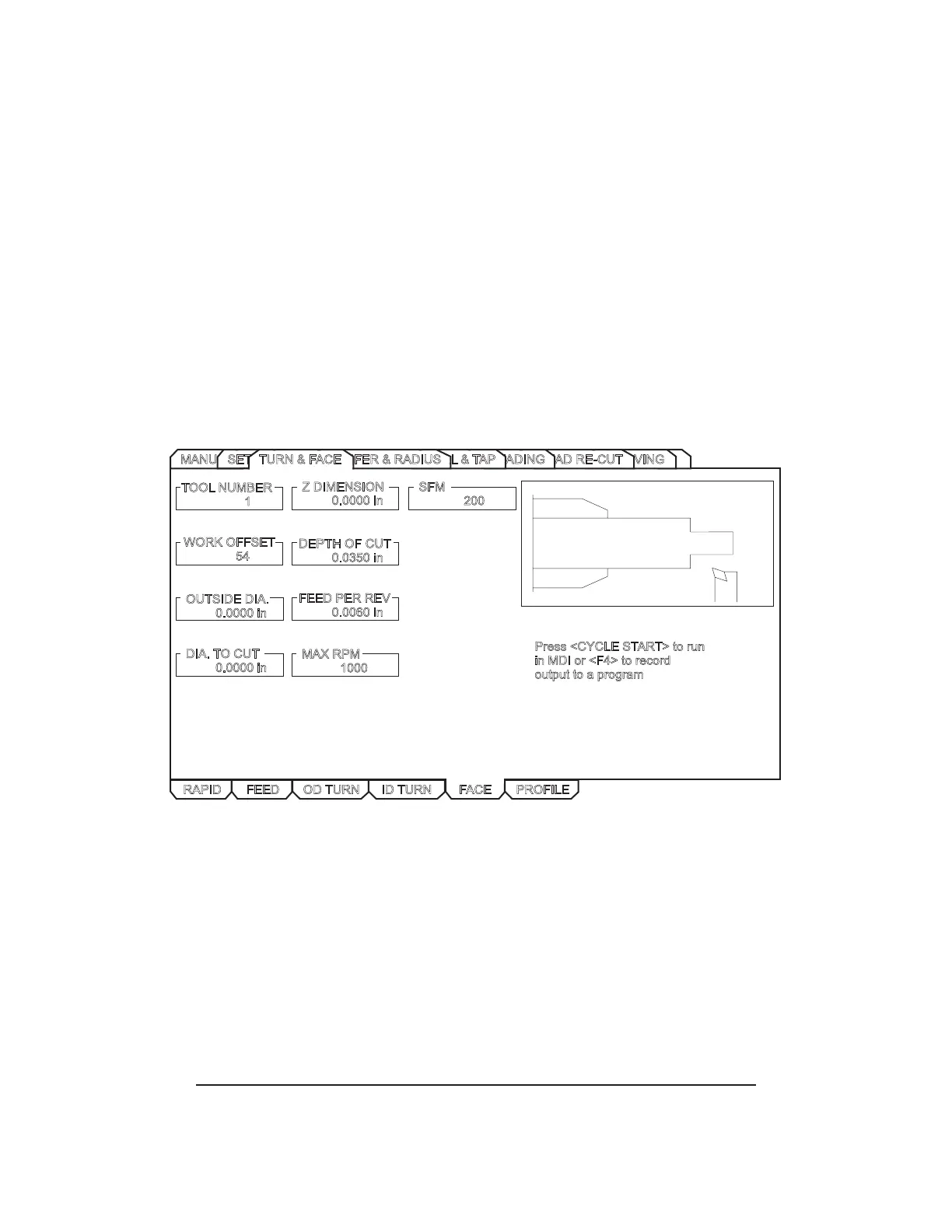
Turn & Face - Face
This mode is for making an end facing cut.
RAPID FEED OD TURN FACEID TURN PROFILE
Press <CYCLE START> to run
in MDI or <F4> to record
output toaprogram
TOOL NUMBER
1
WORK OFFSET
54
OUTSIDE DIA.
0.0000 in
DIA. TO CUT
0.0000 in
Z DIMENSION
DEPTH OF CUT
0.0350 in
FEED PER REV
0.0060 in
MAX RPM
1000
SFM
200
0.0000 in
GROOVINGTHREAD RE-CUTTHREADINGDRILL &TAPCHAMFER&RADIUSMANUALSETUPTURN&FACE
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Outside Dia. – Enter the current diameter of the work piece. Manually measure the diameter.
Dia. to Cut – Enter the nished diameter.
Z Dimension – Enter the Z axis dimension of the part from the Z start point.
Depth of Cut – Enter the depth of cut for each pass of the stock removal.
Feed per Rev – Enter the feed per revolution. This is the distance the tool will move for each revolution of the
spindle.
MAX RPM – Enter the maximum spindle turning speed.
SFM – Enter the Surface Feed per Minute.
Advanced Users: In the full CNC mode this is a G72 command.
NOTE: Entering a negative value for “Dia to Cut” causes the tool to pass spindle center
and machine the entire face of the part; Do Not enter a value larger than -.100”.

 Loading...
Loading...
