ES0609 rev D 4/09
31
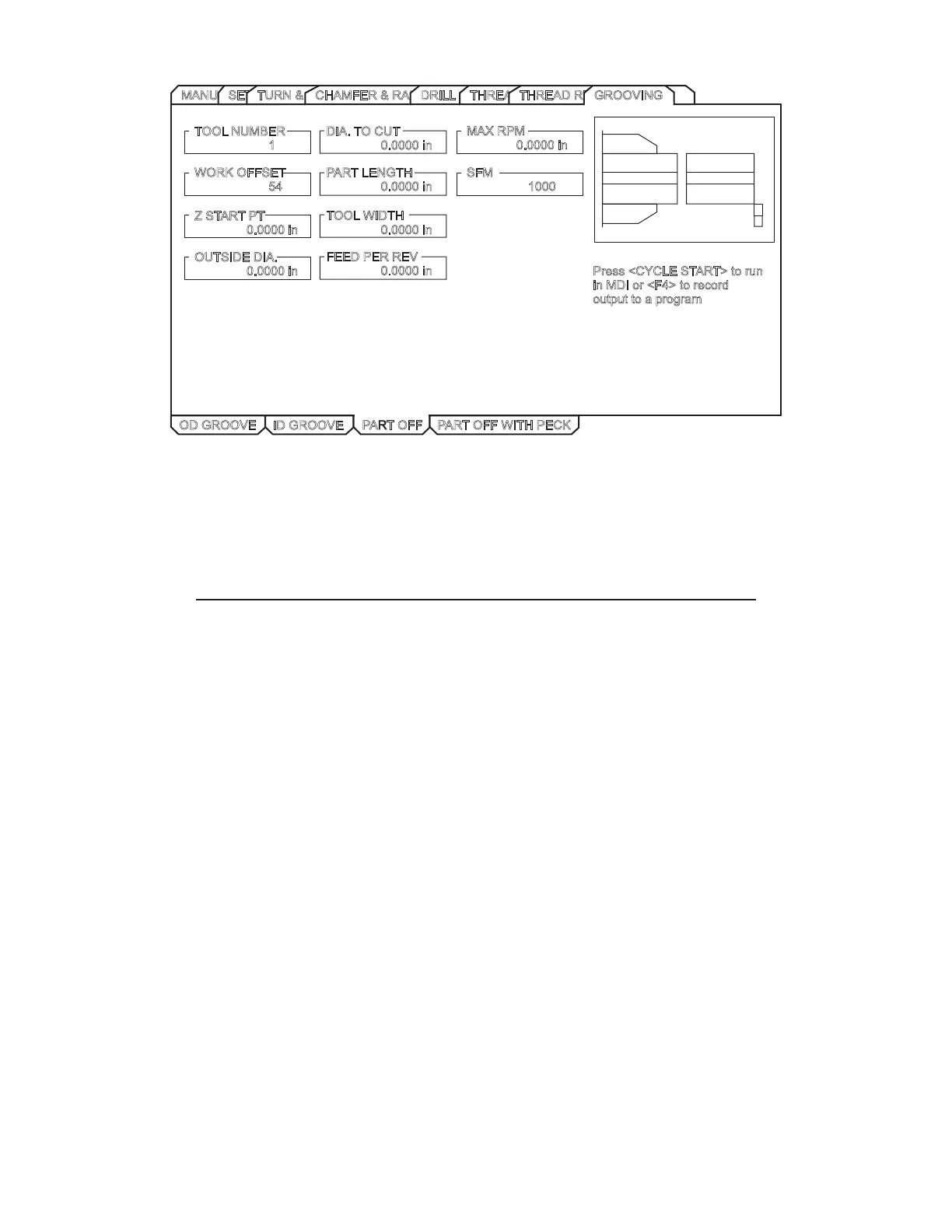
Press <CYCLE START> to run
in MDI or <F4> to record
output toaprogram
OD GROOVE
ID GROOVE
PART OFF PART OFF WITH PECK
TOOL NUMBER
1
WORK OFFSET
54
ZSTART PT
0.0000 in
OUTSIDE DIA.
0.0000 in
DIA. TO CUT
0.0000 in
0.0000 in
0.0000 in
FEED PER REV
0.0000 in
SFM
1000
PART LENGTH
TOOL WIDTH
MAX RPM
0.0000 in
MANUALSETUPTURN&FACECHAMFER&RADIUSDRILL &TAPTHREADINGTHREAD RE-CUTGROOVING
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Z Start PT – Enter the Z axis starting point.
Outside Dia. – Enter the actual diameter of the part. This is the current diameter of the workpiece. Manually
measure the diameter.
Dia. to Cut – (Diameter to Cut) – Enter the depth the tool is to cut into the part.
NOTE: Entering a negative value for “Dia to Cut” causes the tool to pass spindle center
and machine the entire face of the part; Do Not enter a value larger than -.100”.
Part Length – Enter the nished part length. Entered value must be positive.
Tool Width – Enter the parting tool width.
Feed per Rev – Enter the feed per revolution. This is the distance the tool moves for each spindle revolution.
MAX RPM – Enter the maximum spindle turning speed.
SFM – Enter the Surface Feed per Minute.
Advanced Users: In the full CNC mode this is a G01 command.
Grooving Mode - Part Off with Peck
This mode is for parting off with a peck.

 Loading...
Loading...
