ES0609 rev D 4/09
35
Exit (F1)
Zoom ON/OFF (F4)
Prev Chain pt (LEFT)
Next Chain pt (RIGHT)
Select Point (UP/DOWN)
Cancel Action (CANCEL)
Select Group (PG UP/DN)
Chng Line Width (ALTER)
Delete Group (DELETE)
Undo Group (UNDO)
X 0.0000
Z 6.1388
Type:
Group:
Chain:
START
1
1
EXTRA KEY COMMANDS
Step Jog Step Size: 0.1
1. (ORIGIN) Chain Selection OFF
2. (F2)
3. ToolPath (F3)
Origin
Chain
INPUT:
CURRENT GROUPS
Group 1 PROFILE OD
TEST.DXF
EDIT: EDIT
Use the jog handle to choose your rapid point,
then hit WRITE.
Se l e c t to o l pa t h
This step applies a tool-path operation to a particular chained group. Select group and Press F3 to choose a
tool path.
TOOL PATH OPERATION CANCEL-Exit
PROFILE OD
PROFILE ID
Createsaprofile OD.
‘Select Rapid Point’ is displayed at the bottom of the screen. Use the jog handle to choose the rapid point and
press WRITE/ENTER.
Step Jog Step Size: 0.1
1. (ORIGIN) Chain Selection OFF
2. (F2)
3. (F3)
Origin
Chain
ToolPath
INPUT:
TEST.DXF
Steps complete. Use the keys to choose
a point to begin chaining. Hit to repeat
toolpath operation, or to delete this
group.
UP/DOWN
F3
F2
Exit (F1)
Zoom ON/OFF (F4)
Prev Chain pt (LEFT)
Next Chain pt (RIGHT)
Select Point (UP/DOWN)
Cancel Action (CANCEL)
Select Group (PG UP/DN)
Chng Line Width (ALTER)
Delete Group (DELETE)
Undo Group (UNDO)
Type:
Group:
Chain:
START
1
1
EXTRA KEY COMMANDS
EDIT: EDIT
Enter the number of theprofile to
use, press ENTER to open shape select
or press F1 key.
Press to go back to the DXF editor.EDIT
X 9.1112
Z 6.1388
CURRENT GROUPS
Group 1 PROFILE OD
GROOVINGTHREAD RE-CUTTHREADINGDRILL &TAPCHAMFER&RADIUS
MANUALSETUP
RAPID FEED OD TURN FACE
CHAMFERTURN&FACE
ID TURN PROFILE
Press <F4> to record output
toaprogram
TOOL NUMBER
1
WORK OFFSET
54
CUT TYPE
HRZ TYPE II
XSTOCK ALLOW
0.0000 in
NUM OF PASSES
XDISTANCE
ZDISTANCE
FEED PER REV
0.0100 in
SPINDLE DIR
CUTTER COMP
COOLANT
MIRROR X
ZSTOCK ALLOW
0.0000 in
DEPTH OF CUT
0.0050 in
MAX RPM
1000
SFM
10
GRAPHICMODE
PROFILE NUMBR
1
FORWARD
OFF
OFF
OFF
OFF
N/A
N/A
N/A
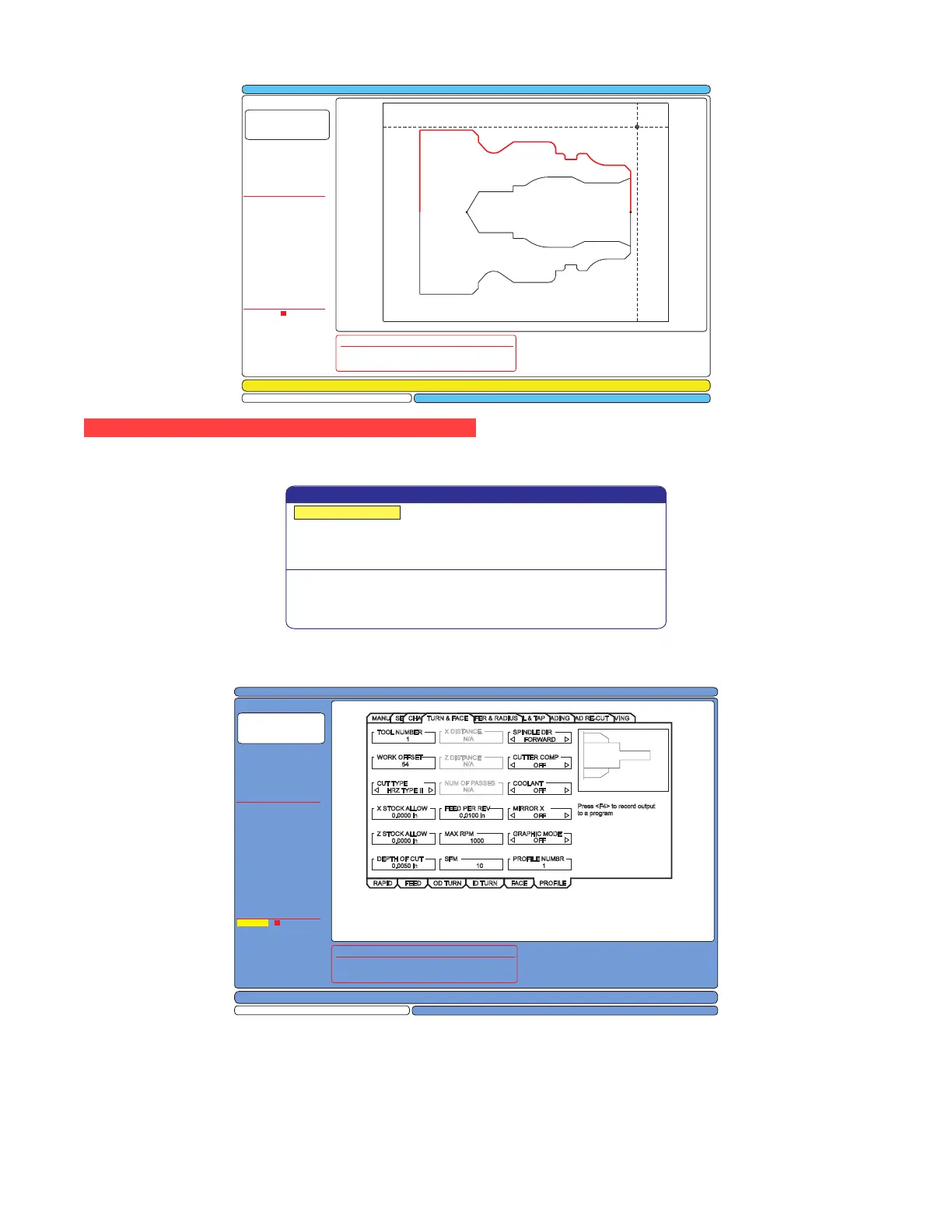
Once a tool-path is selected, the IPS (Intuitive Programming System) template for that shape is displayed.
Most IPS templates are lled with reasonable defaults derived from tools and materials that have been setup.
Press F4 to save the toolpath once the template is completed. Refer to the “IPS Recorder” section for details
on saving the path into a new or existing program.
Press Edit to return to DXF Editor.

 Loading...
Loading...
