ES0609 rev D 4/09
18
Radius – Enter the desired radius. This is the desired corner radius. Note that the larger the radius or material
to be removed, the more passes required to rough out the prole.
Depth of Cut – Enter the depth of cut for each pass of the stock removal. This is the amount of the stock to
be removed on each tool pass. A pass must be less than or equal to the maximum single pass cut depth for
the selected tool.
Feed Per Rev – Enter the feed per revoultion. This is the distance the tool will move for each revolution of the
spindle.
MAX RPM – Enter the maximum spindle turning speed.
Tool Nose – Enter the tool nose radius. This is the radius of the selected tool. Normally this information is
included with the tool.
SFM – Enter the Surface Feed per Minute.
Advanced Users: In the full CNC mode this is a G71 command.
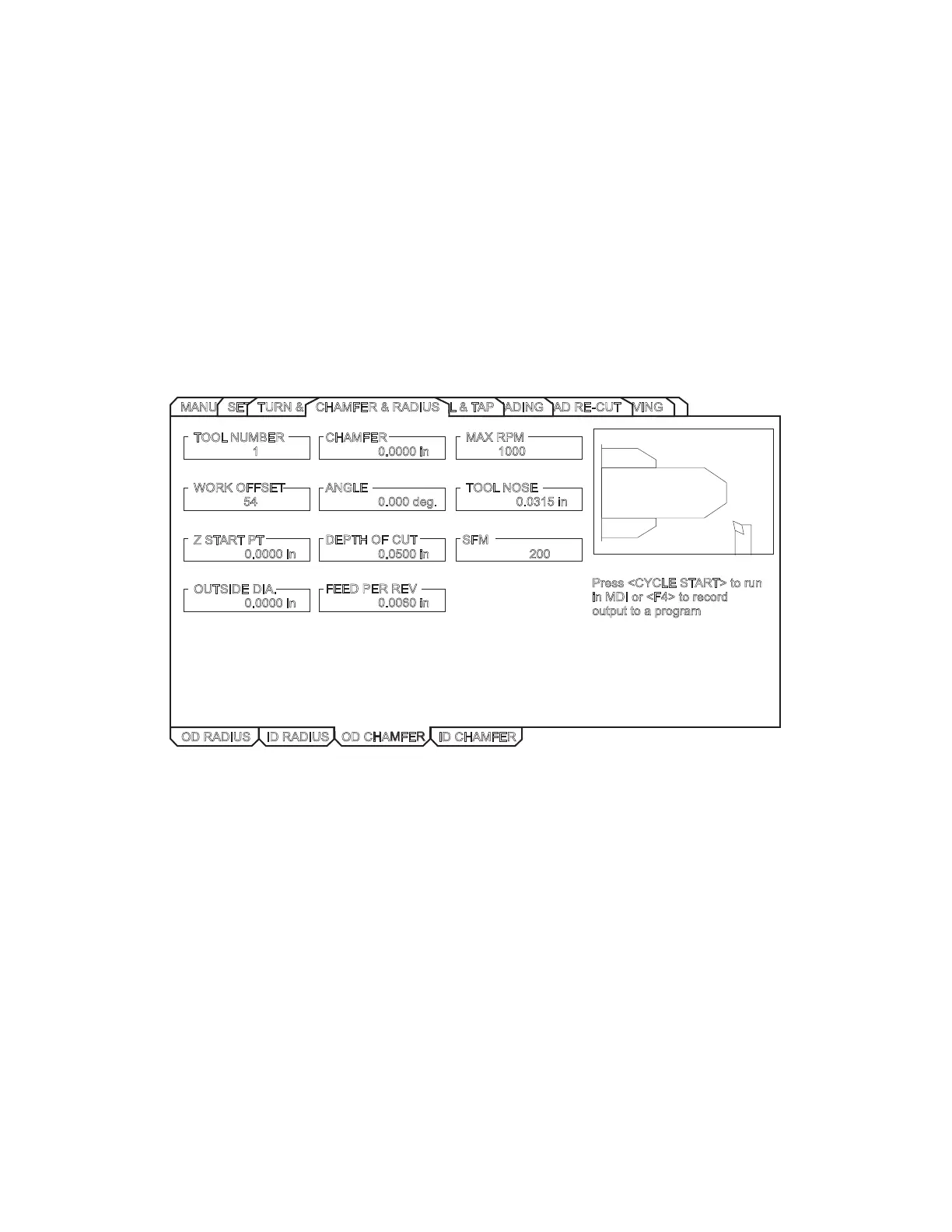
Chamfer & Radius - OD Chamfer
This mode is used to cut an outside diameter chamfer.
Press <CYCLE START> to run
in MDI or <F4> to record
output toaprogram
OD RADIUS ID RADIUS
OD CHAMFER ID CHAMFER
TOOL NUMBER
1
WORK OFFSET
54
ZSTART PT
0.0000 in
OUTSIDE DIA.
0.0000 in
CHAMFER
0.0000 in
0.000 deg.
0.0500 in
FEED PER REV
0.0060 in
TOOL NOSE
0.0315 in
ANGLE
DEPTH OF CUT
MAX RPM
1000
200
SFM
GROOVINGTHREAD RE-CUTTHREADINGDRILL &TAPMANUALSETUPTURN&FACECHAMFER&RADIUS
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Z Start PT – Enter the Z axis starting point.
Outside Dia. – Enter the outside diameter of the part. Manually measure the work piece.

 Loading...
Loading...
