ES0609 rev D 4/09
11
Cutter Comp – Use the left/right cursor keys to select cutter compensation (Off/Left/Right).
Coolant – Use the left/right cursor keys to turn coolant on or off (On/Off).
Mirror X – Use the left/right cursor keys to mirror the X axis (On/Off). This allows you to cut on the other side
of the part.
Graphic Mode – Use the left/right cursor keys to turn on/off Graphic Mode. This allows you to view the pro-
cess in graphics.
Prole Number – Enter the number of the prole to use, press Enter to open Prole Select or press F1 key.
Advanced Users: In the full CNC Mode, this is a G71 command.
Basic Prole Creation (Example)
1. Start the machine with IPS active.
2. Clear any alarms, then press Power Up/Reset to zero the machine.
3. Select the Setup tab, then the Work tab to set up the work offsets.
4. Select the Tool tab (under the Setup tab) to set up the tools to be used.
5. Press Cancel a few times to get out of the Setup tab. Select the Turn & Face tab, then the Prole tab.
6. Enter the tool number (1), set Cut Type to Horizontal, set X Stock Allow to 0.02, set Z Stock Allow to 0.005,
set Depth of Cut to 0.075, set Feed per Rev to 0.01, set Max RPM to 1500, set SFM to 350, set Graphic
Mode to ON and Prole Number to 1.
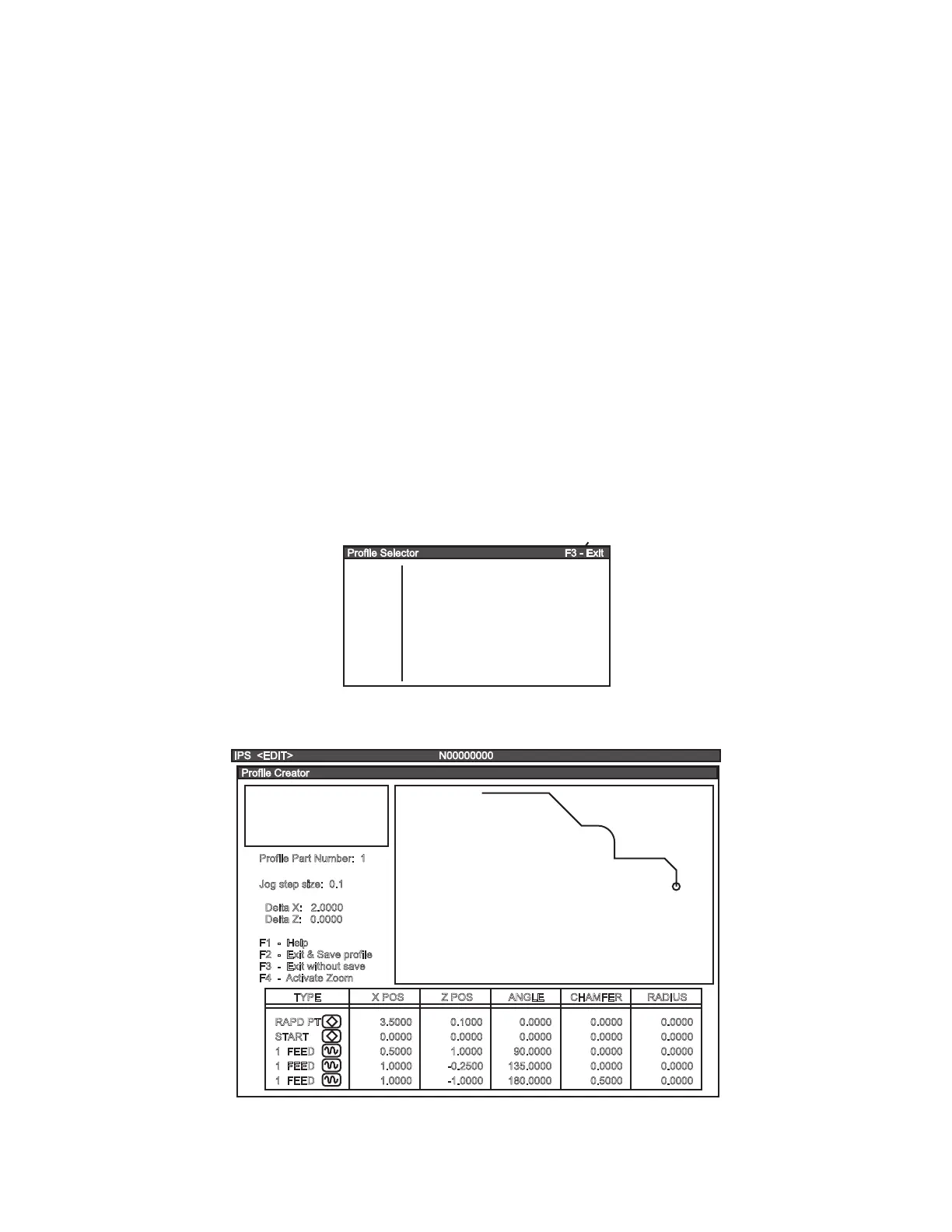
7. Select the Prole Number data box and press Write/Enter or press F1 when in the Prole tab. A Prole
Selector popup window is displayed. The Prole Selector popup is used to select a prole, alter an existing
prole, choose a storage location for a new prole or delete a prole.
*Empty
Empty
Empty
Empty
Empty
Empty
Empty
Empty
Empty
Empty
Empty
8. Select an ‘Empty’ slot and press Write/Enter to display the Prole Creator screen. This is used to draw a
prole on the screen using either the jog handle or entering data directly into the table.
X 1.0000
Z-1.0000
Profile Part Number: 1
Jog step size: 0.1
DeltaX: 2.0000
DeltaZ: 0.0000
F1-Help
F2-Exit & Save profile
F3-Exit without save
F4 - Activate Zoom
RAPD PT
START
1 FEED
1 FEED
1 FEED
TYPE
3.5000
0.0000
0.5000
1.0000
1.0000
0.1000
0.0000
1.0000
-0.2500
-1.0000
0.0000
0.0000
90.0000
135.0000
180.0000
0.0000
0.0000
0.0000
0.0000
0.5000
0.0000
0.0000
0.0000
0.0000
0.0000
XPOS Z POS ANGLE CHAMFER RADIUS
Prole Creator Screen Hot keys:

 Loading...
Loading...
