ES0609 rev D 4/09
21
Feed Per Rev – Enter feed per revolution (distance the tool will move for each revolution of the spindle).
MAX RPM – Enter the spindle RPM.
Dwell – Enter dwell time (time, in seconds, that the tool pauses at the bottom of the hole to clear chips).
Advanced Users: In the full CNC mode this is a G82 command.
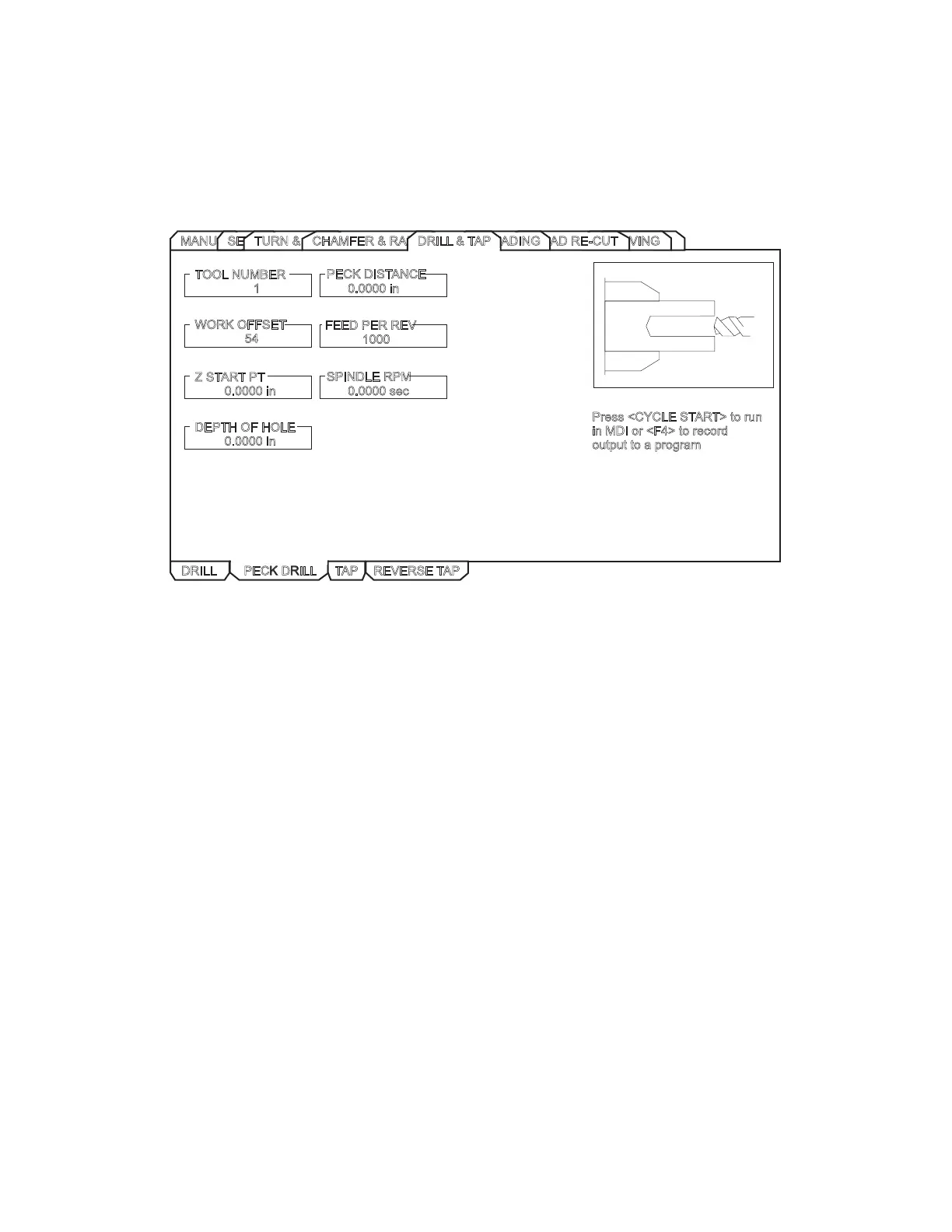
Drill & Tap - Peck Drill
This mode is for drilling in a pecking motion in order to remove the chip build up while drilling the hole.
Press <CYCLE START> to run
in MDI or <F4> to record
output toaprogram
DRILL PECK DRILL
TAP REVERSE TAP
TOOL NUMBER
1
WORK OFFSET
54
ZSTART PT
0.0000 in
DEPTH OF HOLE
0.0000 in
0.0000 in
0.0000 sec
PECK DISTANCE
SPINDLE RPM
FEED PER REV
1000
GROOVINGTHREAD RE-CUTTHREADINGMANUALSETUPTURN&FACECHAMFER&RADIUSDRILL &TAP
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Z Start Pt – Enter the Z axis starting point.
Depth of Hole – Enter the depth to drill. Entered value must be positive.
Peck Distance – Enter the length of each ‘peck’ before retracting to clear chips. This is the distance the tool
will advance at each “peck”. This value cannot be negative.
Feed Per Rev – Enter feed per revolution (distance the tool will move for each revolution of the spindle).
Spindle RPM – Enter the spindle RPM. This is the commanded spindle speed.
Advanced Users: In the full CNC mode this is a G83 command.
Drill & Tap - Tap*
This mode is for cutting right hand threads using a tapping tool.

 Loading...
Loading...
