ES0609 rev D 4/09
20
Chamfer – Enter the Z dimension of the chamfer desired. Entered value must be positive.
Angle – Enter the angle of the chamfer (0°-90°). Entered value must be positive.
Depth of Cut – Enter the depth of cut for each pass of the stock removal.
Feed Per Rev – Enter the feed per revolution.
MAX RPM – Enter the maximum spindle turning speed.
Tool Nose – Enter the tool nose radius.
SFM – Enter the Surface Feed per Minute.
Advanced Users: In the full CNC mode this is a G71 command.
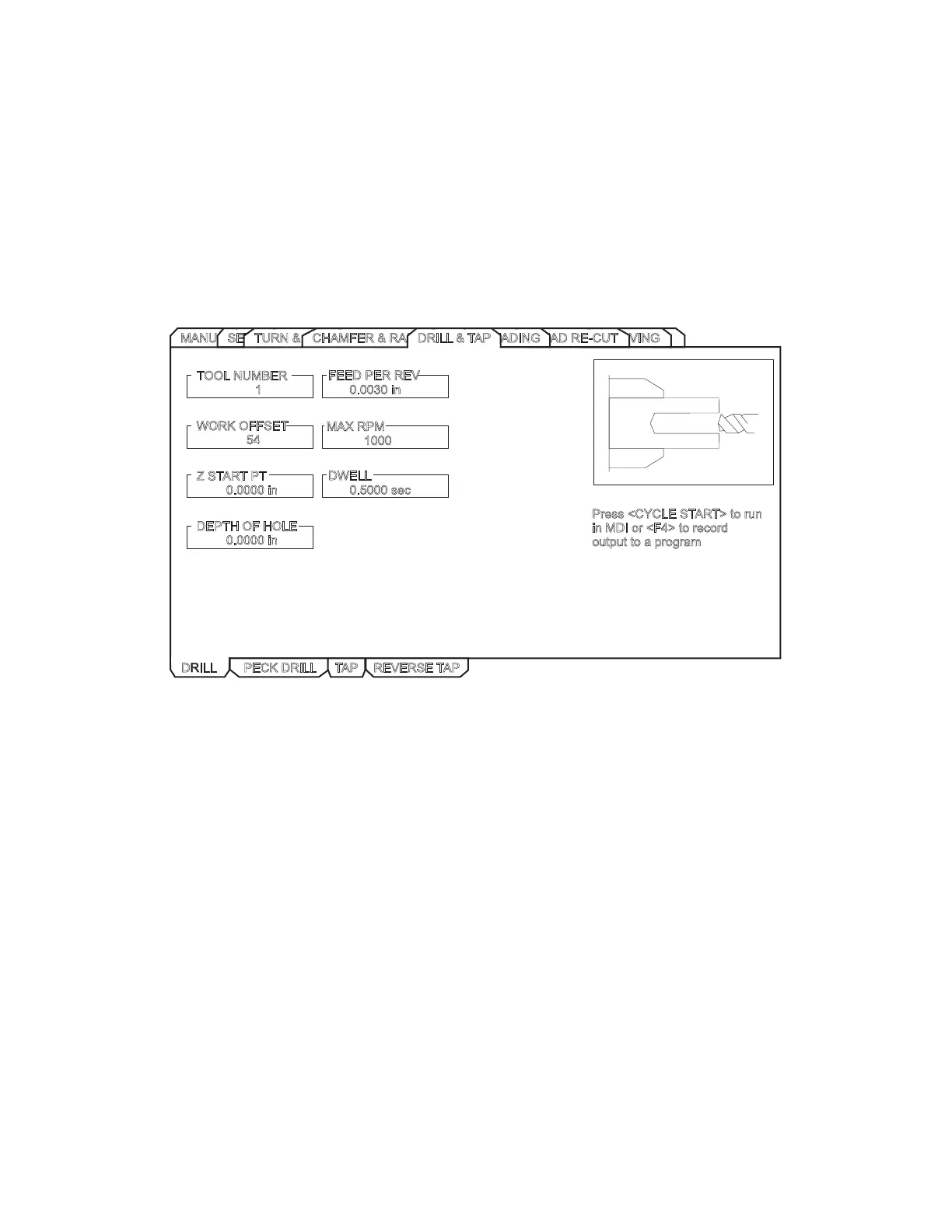
Drill & Tap - Drill
This mode is a drill cycle that can pause at the bottom of the hole.
GROOVINGTHREAD RE-CUTTHREADINGMANUALSETUPTURN&FACE
Press <CYCLE START> to run
in MDI or <F4> to record
output toaprogram
DRILL PECK DRILL
TAP REVERSE TAP
CHAMFER&RADIUS
TOOL NUMBER
1
WORK OFFSET
54
ZSTART PT
0.0000 in
DEPTH OF HOLE
0.0000 in
0.0030 in
0.5000 sec
FEED PER REV
DWELL
MAX RPM
1000
DRILL &TAP
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Z Start PT – Enter the Z axis starting point.
Depth of Hole – Enter the depth to drill.

 Loading...
Loading...
