ES0609 rev D 4/09
10
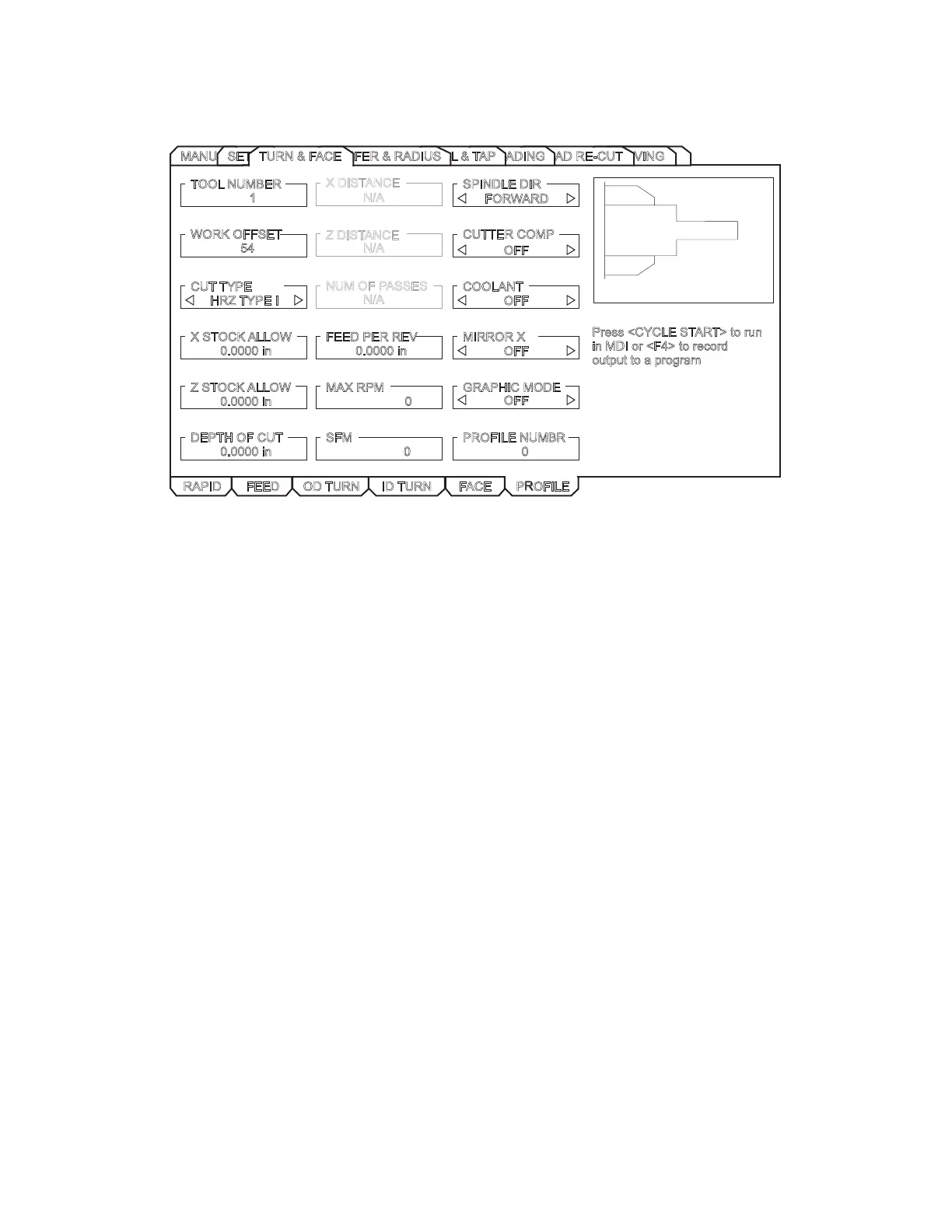
Turn & Face - Prole
This tab is only available if the machine has a control pendant with a 15” screen and lathe software version
8.04A or later.
RAPID FEED OD TURN FACEID TURN PROFILE
Press <CYCLE START> to run
in MDI or <F4> to record
output toaprogram
TOOL NUMBER
1
WORK OFFSET
54
CUT TYPE
HRZ TYPE I
XSTOCK ALLOW
0.0000 in
NUM OF PASSES
X DISTANCE
Z DISTANCE
FEED PER REV
0.0000 in
SPINDLE DIR
CUTTER COMP
COOLANT
MIRROR X
ZSTOCK ALLOW
0.0000 in
DEPTH OF CUT
0.0000 in
MAX RPM
0
SFM
0
GRAPHIC MODE
PROFILE NUMBR
0
FORWARD
OFF
OFF
OFF
OFF
N/A
N/A
N/A
GROOVINGTHREAD RE-CUTTHREADINGDRILL &TAPCHAMFER&RADIUSMANUALSETUPTURN&FACE
Tool Number – Enter the tool to be used.
Work Offset – Enter the work offset to be used.
Cut Type – Use the left/right cursor keys to select the type of cut (Horizontal, Vertical, Prole, Finish Fwd, Fin-
ish Rev).
X Stock Allow – Enter the amount to leave on the diameter of the prole.
Z Stock Allow – Enter the amount to leave on the faces of the prole.
Depth of Cut – Enter the depth of cut for each pass of the stock removal.
Num of Passes – Enter the number of cutting passes. (Must be a positive number).
X Distance – Enter the X-axis distance and direction from rst cut to last. (Radius value).
Z Distance – Enter the Z-axis distance and direction from rst cut to last.
Feed Per Rev – Enter the feed per revolution.
MAX RPM – Enter the maximum spindle turning speed.
SFM – Enter the Surface Feed per Minute.
Spindle Dir – Use the left/right cursor keys to select spindle direction (Forward/Reverse). This depends on
tool type.

 Loading...
Loading...
