Position = second stopping point → PS.24: Index / position = 200000
speed up to the second stopping point → PS.25 = 1000 rpm
next positioning step back to start → PS.26 = 0
stop at the position → PS.27 = 0: no + absolute
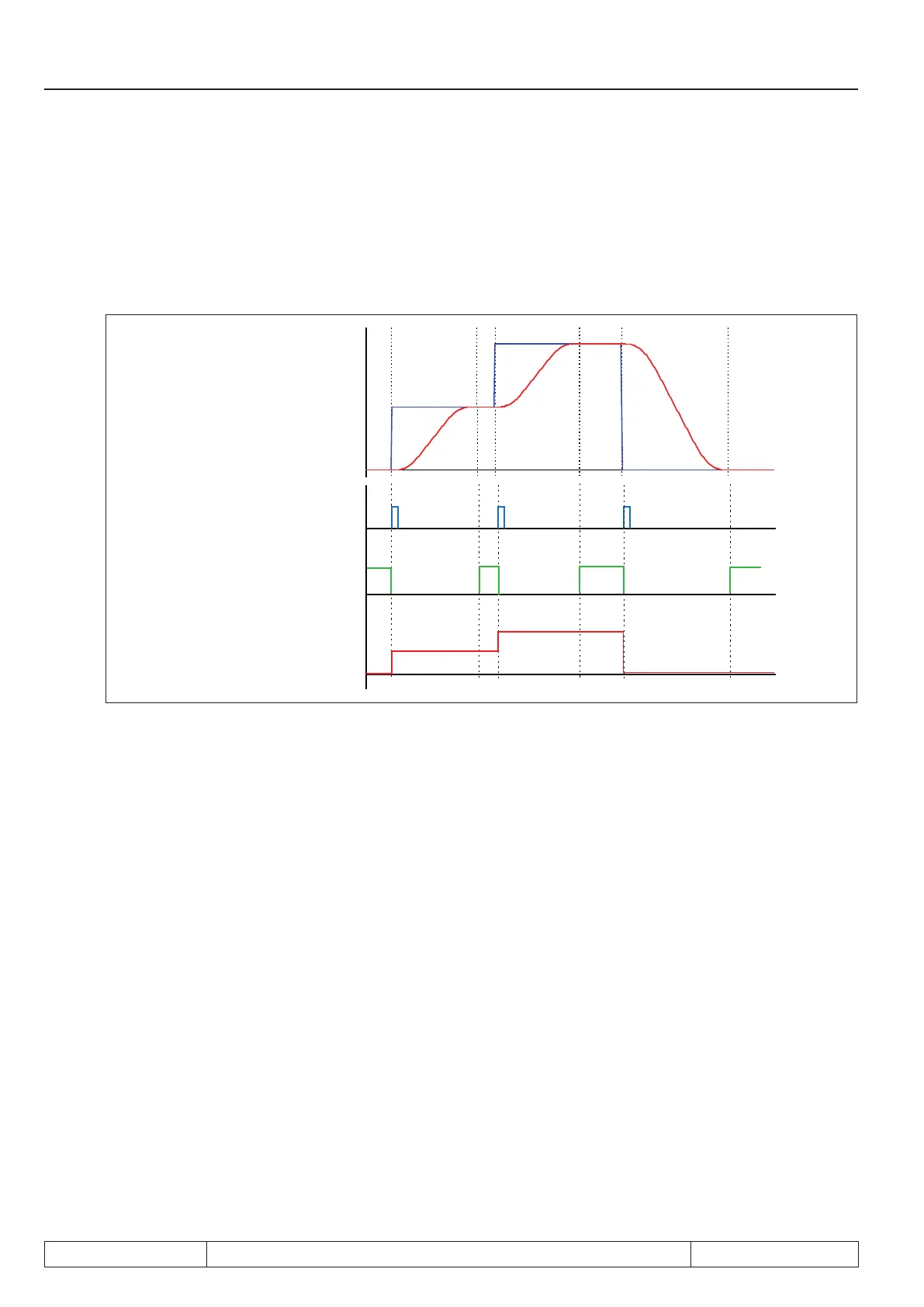
ru.61: target position
ru.54: actual position
I3 (X2.A12): Start positio-
ning
O1 (X2A.18): target reached
ru.60: act. position index
Example 3: Positioning of a workpiece for various processing steps / sequence control by external
control/analogsettingofthemaximumprolespeed
Sequential positioning with stop between the positioning steps and denition of the prole speed by PS.31 /
oP.10.
Settings:
● The drive shall stop at each position to allow processing of the workpiece, until the external control
gives the signal to continue, i.e., "start positioning". The external signal occurs via input I3. The drive
shall signal the control through an output that it has reached target with an accuracy of 10 increments,
so that the processing can begin.
The maximum prole speed shall be set via the analog input AN2 (X2A.3 / X2A.4):
● Let the position at which the workpiece starts have the value 0.
● The rst stop shall be at position 100,000.
● The second stop shall be at position 200,000.
● After that, the drive shall return to its starting position
Page 7.12 - 46 COMBIVERT F5-A, -E, -H © KEB, 2012-10
Posi- and synchronous operating

 Loading...
Loading...

