Section 04 ENGINE
Subsection 05 (TOP END)
04-05-14 SMR2000-046_04_05A.FM
Read the measurement on the cylinder bore gauge.
The result is the exact piston/cylinder wall clearance.
NOTE: Make sure the cylinder bore gauge indica-
tor is set exactly at the same position as with the
micrometer, otherwise the reading will be false.
Ring/Piston Groove Clearance
Due to the semi-trapez rings, it is not possible to
accurately measure ring/piston groove clearance.
Ring End Gap
Position ring halfway between exhaust port and
top of cylinder.
NOTE: In order to correctly position ring in cylin-
der, use piston as a pusher.
Using a feeler gauge, check ring end gap. If gap
exceeds specified tolerance, rings should be re-
placed.
1. Top of cylinder
2. Ring end gap
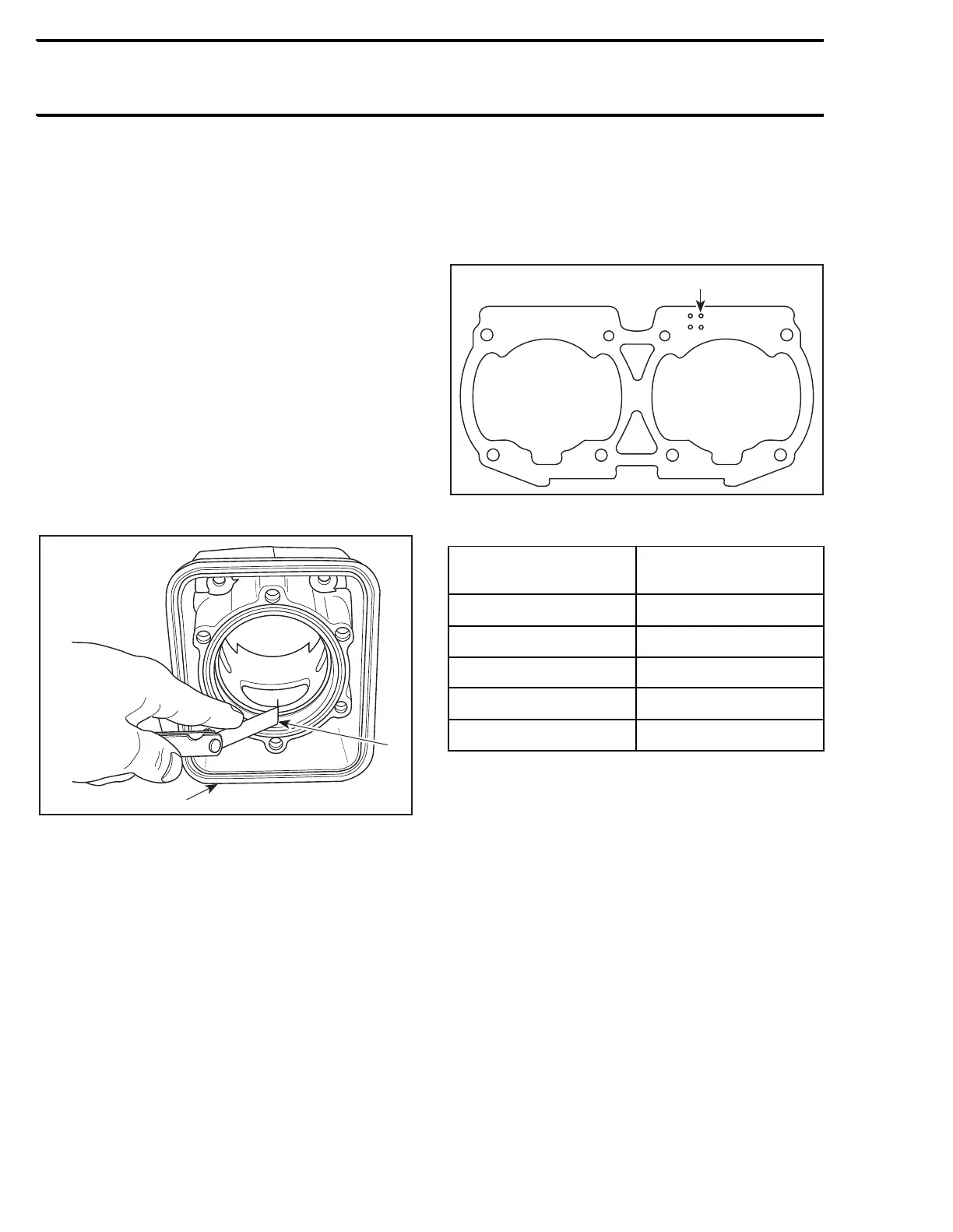
Cylinder Base Gasket
NOTE: The general procedure is to install a new
gasket of the same thickness. However, if you do
not know the gasket thickness that was installed
or if a crank repair has involved replacement of
connecting rods, refer to the COMBUSTION CHAM-
BER VOLUME MEASUREMENT to properly deter-
mine the required gasket thickness.
Different thicknesses of cylinder base gaskets are
used for a precise adjustment of the combustion
chamber volume.
To identify gasket thickness, refer to the identifi-
cation holes on the gasket.
TYPICAL
1. Identification holes
RAVE Valve
947 Carburetor-Equipped Engines
Check RAVE valve bellows no. 21 for cracks.
All Engines
ASSEMBLY
Assembly is essentially the reverse of disassem-
bly procedures. However pay particular attention
to the following.
GASKET
THICKNESS
IDENTIFICATION
HOLES
0.3 mm (.012 in) 3
0.4 mm (.016 in) 4
0.5 mm (.020 in) 5
0.6 mm (.024 in) 6
0.8 mm (.031 in) 8
F01D67A
1