Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
145
TRACYL(d) or TRACYL(d, n) or for transformation type 514
TRACYL(d, n, groove side offset)
TRAFOOF
The rotary axis cannot be programmed as it is occupied by a geometry axis and thus cannot be programmed directly as
channel axis.
Activates the first TRACYL function specified in the channel machine data.
d is the parameter for the working diameter.
TRACYL (d, n)
-th TRACYL function specified in the channel machine data.
The maximum for n is 2, TRACYL(d,1) corresponds to TRACYL(d).
D
Value for the working diameter. The worki
ng diameter is double the distance between the
tool tip and the turning center. This diameter must always be specified and be larger than 1.
Optional 2nd parameter for the TRACYL data block 1 (preselected) or 2.
Slot side compensation
Optional 3rd parameter whose value for TRACYL is preselected using the mode for machine
data.
0: Transformation type 514 without groove wall offset as previous
1: Transformation type 514 with groove wall offset
TRAFOOF
Transformation OFF (BCS and MCS are once
again identical).
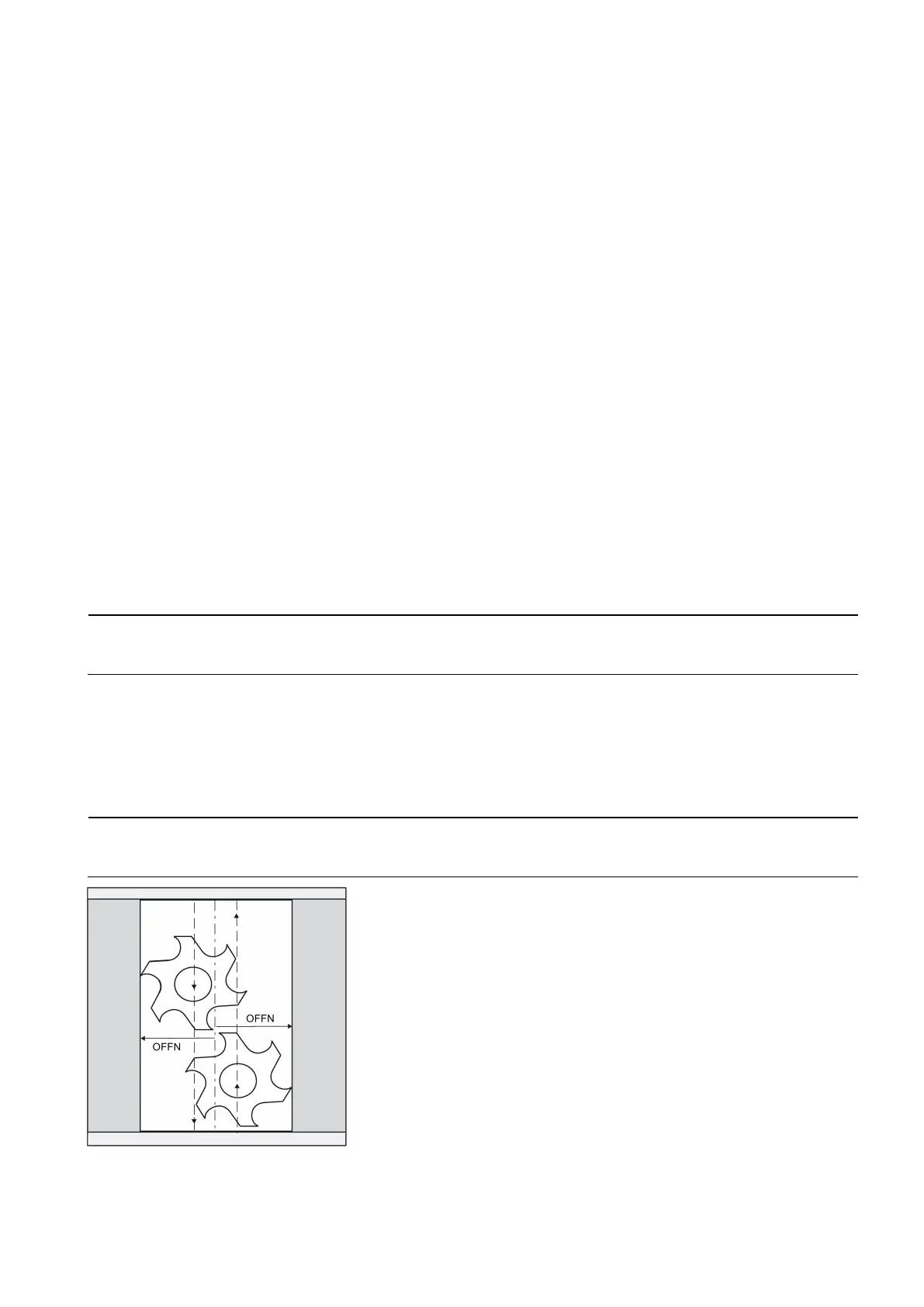
OFFN
Offset contour normal: Distance of the groove side from the programmed reference contour.
An active TRACYL transformation is likewise deactivated if one of the other transformations is activated in the relevant
channel (e.g. TRANSMIT).
Distance from the groove side wall to the programmed path.
The groove center line is generally programmed. OFFN defines the (half) groove width for activated milling cutter radius
compensation (G41, G42).
Programming: OFFN=... ; distance in mm
Set OFFN=0 once the groove has been completed. OFFN is also used outside of TRACYL - for offset programming in
combination with G41, G42.

 Loading...
Loading...


















