Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
147
Machining a hook-shaped groove:
; Approach starting position
; Tool radius compensation right of co ntour on
; Tool radius compensation off
; Retraction in rapid traverse
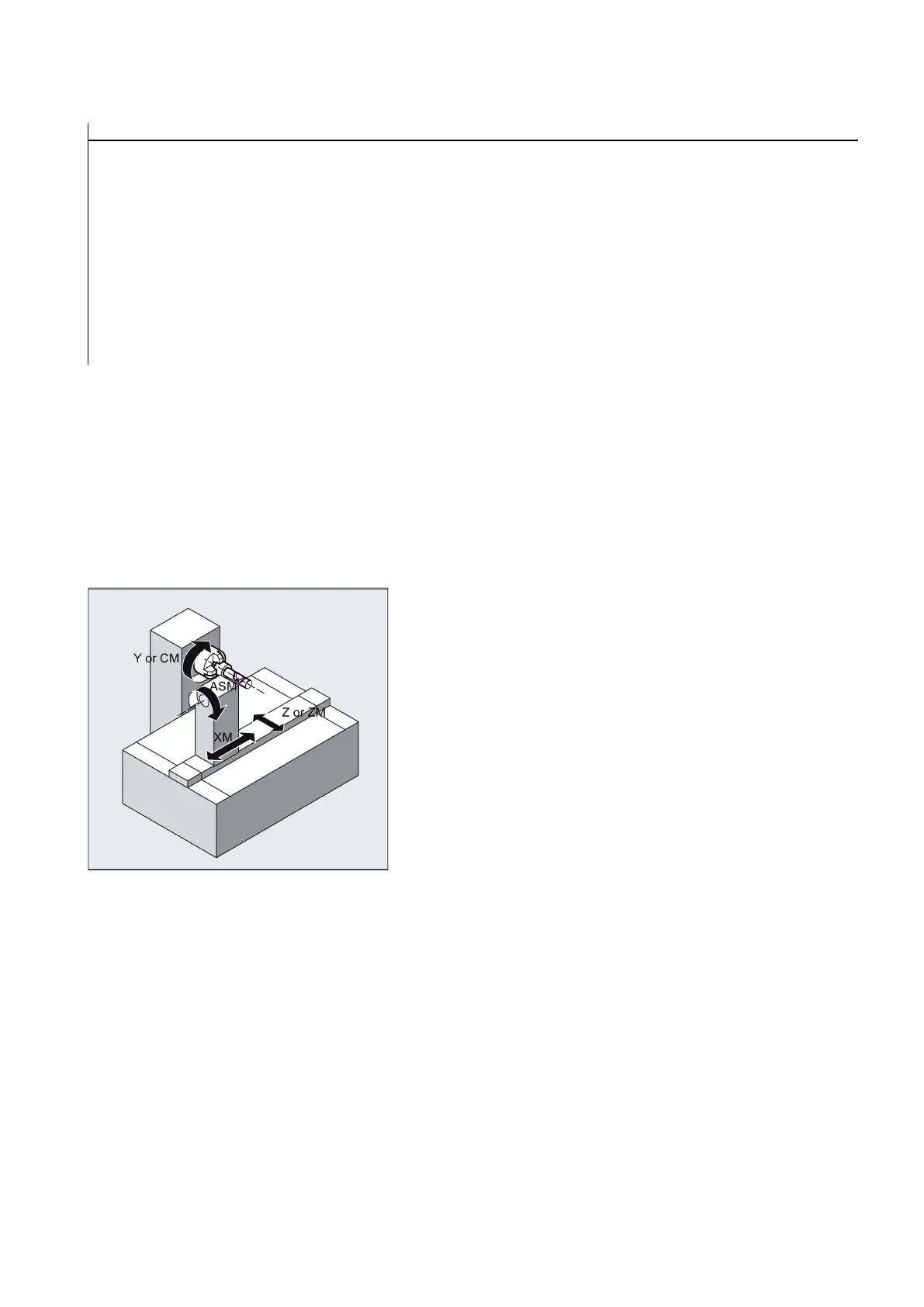
Description
Without groove wall offset (transformation type 512)
The controller transforms the programmed traversing movements of the cylinder coordinate system to the traversing
movements of the real machine axes:
● Rotary axis
● Infeed axis perpendicular to rotary axis
● Longitudinal axis parallel to rotary axis
The linear axes are positioned perpendicular to one another. The infeed axis cuts the rotary axis.
With groove wall offset (transformation type 513)
Kinematics as above, but an additional longitudinal axis parallels to the peripheral direction.
The linear axes are positioned perpendicular to one another.
The velocity control makes allowance for the limits defined for the rotations.

 Loading...
Loading...


















