Programming and Operating Manual (Milling)
188 6FC5398-4DP10-0BA6, 09/2017
_MIDA REAL Maximum infeed width during solid machining in the plane as a value (enter without sign)
_FDP REAL Retraction travel in the finishing direction (incremental, enter without sign)
Finishing allowance in depth (incremental, enter without sign)
_FFP1 REAL Feedrate for surface machining
_VARI INT Machining type (enter without sign)
UNITS DIGIT
Values: 1 roughing, 2 finishing
TENS DIGIT:
Values:
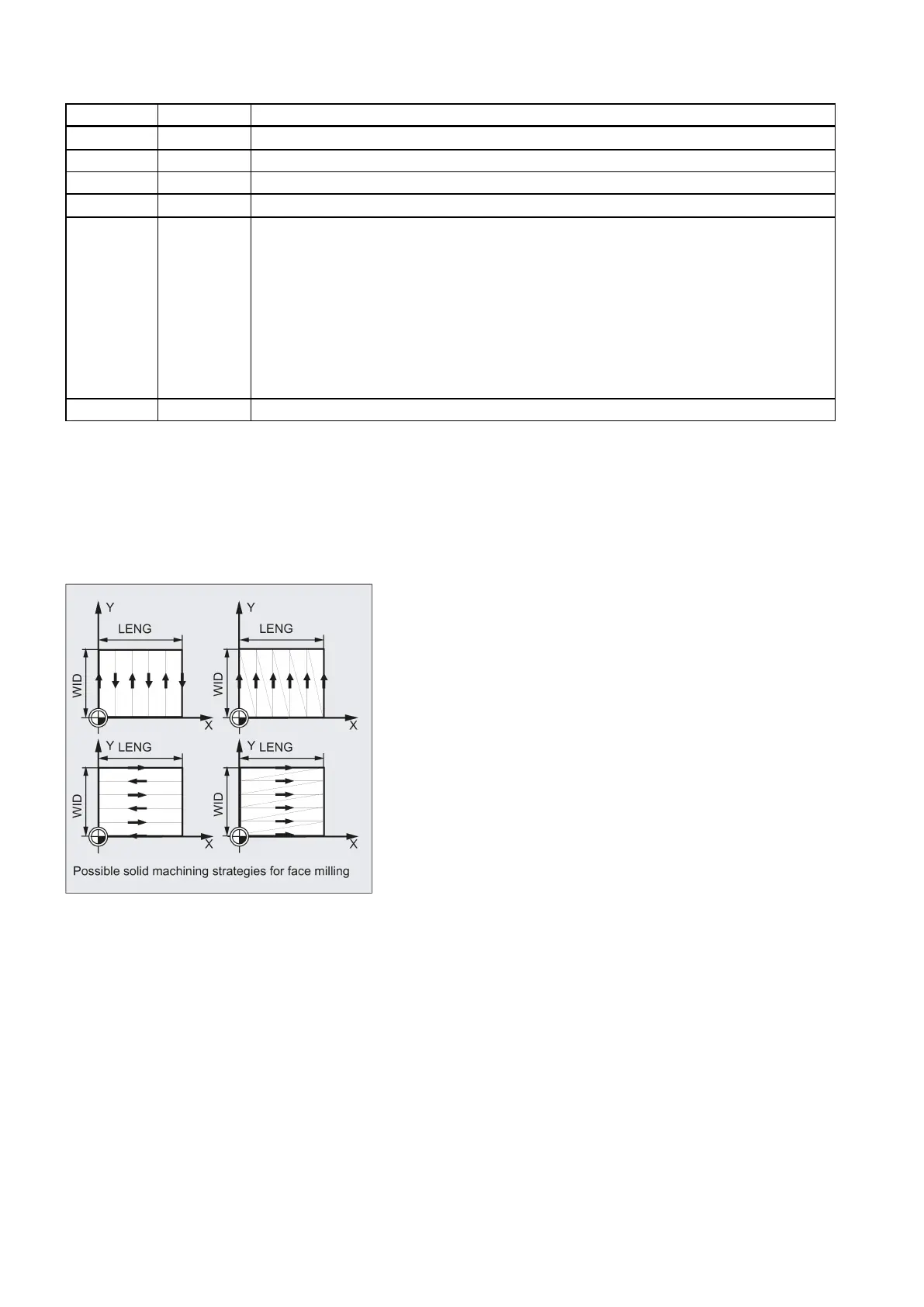
1: parallel to the first axis of the plane, in one direction,
2: parallel to the second axis of the plane, in one direction,
3: parallel to the first axis of the plane, with alternating direction
4: parallel to the second axis of the plane, with alternating direction
Overrun travel in the direction of the plane infeed (incremental, enter without sign)
Use CYCLE71 to mill any rectangular surface. The cycle differentiates between roughing (machining the surface in several
steps until reaching the final machining allowance) and finishing (milling the end face in one step). The maximum infeed in
width and depth can be specified.
The cycle operates without cutter radius compensation. The depth infeed is performed in the open.
See the following illustration for possible face milling strategies:
Sequence
Position reached prior to cycle start:
Starting position is any position from which the infeed point can be approached at the height of the retraction plane without
collision.
The cycle creates the following sequence of motions:
● G0 is applied to approach the infeed point at the current position level. The reference plane, brought forward by the
safety distance, is then also approached with G0 to this position. Then, also with G0, feeding to the machining plane. G0
is possible since infeed in the open is possible.
There are several roughing strategies (paraxial in one direction or back and forth).
● Sequence of motions when roughing:

 Loading...
Loading...


















