Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
189
Face milling can be performed in several planes based on the programmed values _DP, _MID and _FALD. Machining is
carried out from the top downward, i.e. one plane each is removed and then the next depth infeed is carried out in the
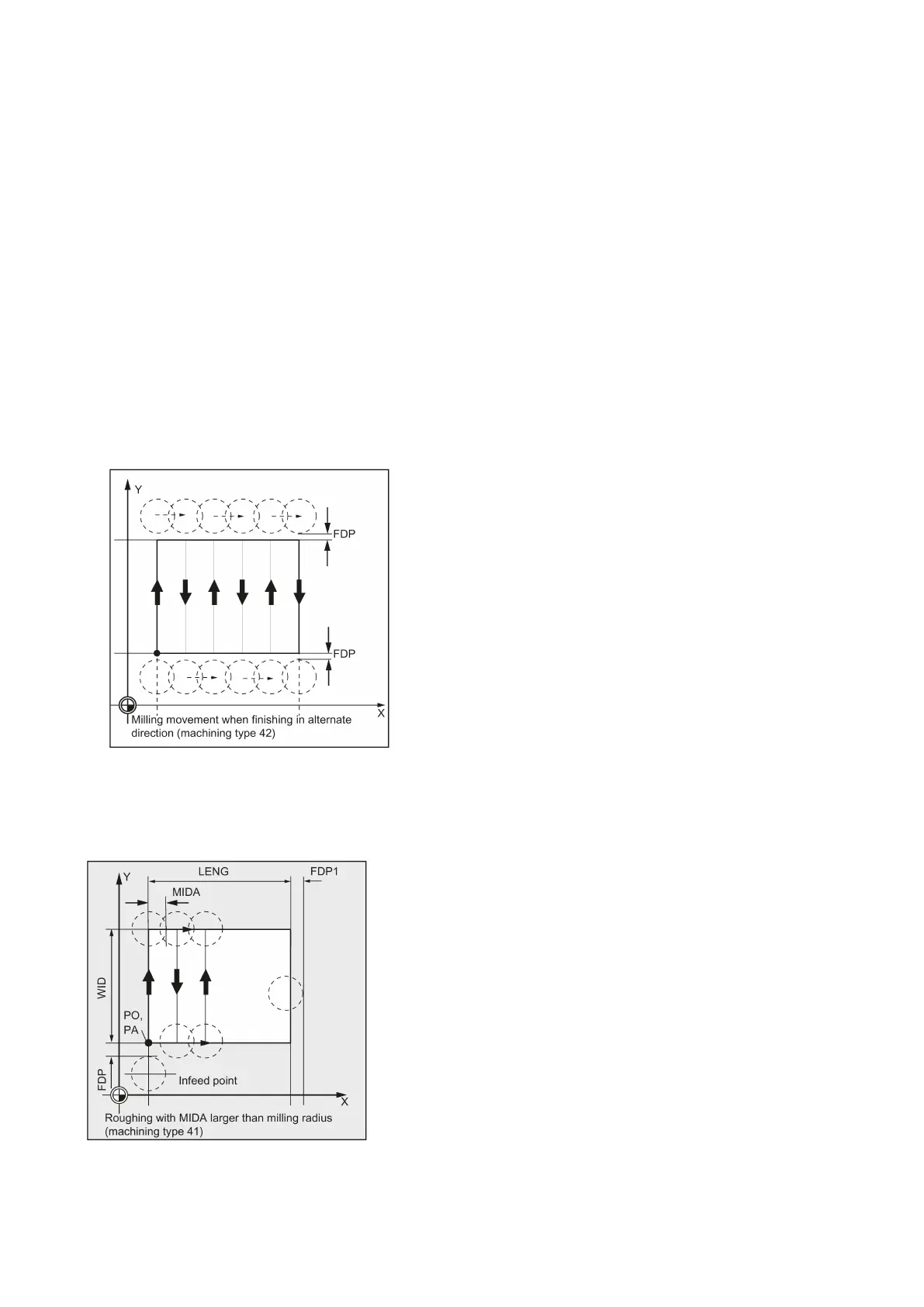
open (_FDP parameters). The traversing paths for solid machining in the plane depend on the values of the parameters
_LENG, _WID, _MIDA, _FDP, _FDP1 and the cutter radius of the active tool.
The first path to be milled is always traversed such that the infeed depth exactly corresponds to _MIDA, ensuring that no
width infeed larger than the maximum possible width infeed occurs. The tool center point therefore does not always
travel exactly on the edge (only if _MIDA = cutter radius). The dimension by which the tool traverses outside the edge is
always equal to the cutter diameter - _MIDA even if only one surface cut is performed, i. e. area width + overrun is less
than _MIDA. The other paths for width infeed are calculated internally so as to produce a uniform path width (<= _MIDA).
● Sequence of motions when finishing:
When finishing, the surface is milled in the plane once. This means that the finishing allowance when roughing has to be
selected also such that the residual depth can be removed with the finishing tool in one step.
After each surface milling pass in the plane, the tool will retract. The retraction travel is programmed under the parameter
_FDP.
Machining in one direction stops at the final machining allowance + safety distance and the next starting point is
approached in rapid traverse.
When roughing in one direction, the tool will retract by the calculated infeed depth + safety clearance. The depth infeed is
performed at the same point as in roughing.
After finishing has been completed, the tool retracts from the last position reached to the retraction plane _RTP.
See the following illustration for milling movement:
Explanation of the parameters
For an explanation of the parameters _RTP, _RFP, and _SDIS, see Section "Drilling, centering - CYCLE81 (Page 157)".
For an explanation of the parameters _STA, _MID, and _FFP1, see Section "Milling a rectangular pocket - POCKET3
(Page 221)".

 Loading...
Loading...


















