Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA6, 09/2017
195
● Retraction with G0/G1 (and feedrate for intermediate paths _FF3), depending on the programming
● Retraction to the depth infeed point with G0/G1 (and _FF3).
● This sequence is repeated on the next machining plane up to finishing allowance in the depth.
Upon completion of roughing, the tool stands above the point (calculated internally in the control system) of retraction from
the contour at the height of the retraction plane.
The cycle generates the following sequence of motions when finishing:
During finishing, milling is performed at the relevant infeed along the base of the contour until the final dimension is reached.
Smooth approach and retraction of the contour is carried out according to the existing parameters. The appropriate path is
calculated internally in the control system.
At the end of the cycle, the tool is positioned at the contour retraction point at the height of the retraction level.
When programming the contour, observe the following:
• No programmable offset may be selected in the subroutine prior to the first programmed position.
•
The first block of the contour subroutine is a straight line block containing G90/G0 or G90/G1 and defines the start of the
contour.
• The starting condition of the contour is the first position in the machining plane which is programmed in the contour
subroutine.
• The cutter radius compensation is selected/deselected by the higher-level cycle; therefore, no G40, G41, G42 is
programmed in the contour subroutine.
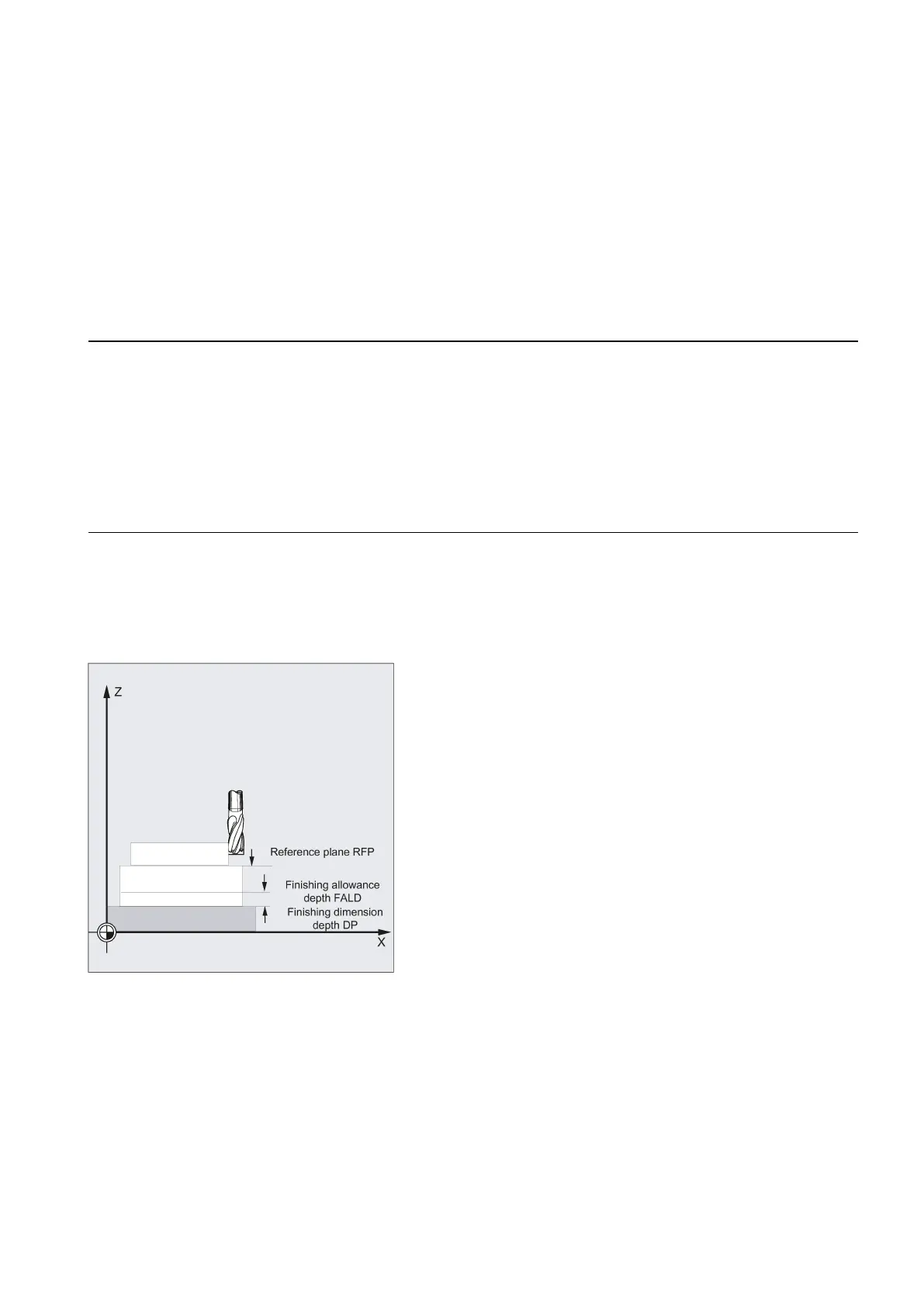
Explanation of the parameters
For an explanation of the parameters _RTP, _RFP, and _SDIS, see Section "Drilling, centering - CYCLE81 (Page 157)".
For an explanation of the parameters _MID, _FAL, _FALD, _FFP1, _FFD, and _DP, see Section "Milling a rectangular pocket
- POCKET3 (Page 221)".
The contour to be milled is programmed completely in a subroutine. _KNAME defines the name of the contour subroutine.
● Defining the contour as a subroutine
_KNAME = name of the subroutine
– If the subroutine already exists, specify a name, and then continue.
– If the subroutine does not yet exist, specify a name and then press the following softkey:
A program with the entered name is created and the program automatically jumps to the contour editor.

 Loading...
Loading...


















