Programming and Operating Manual (Milling)
194 6FC5398-4DP10-0BA6, 09/2017
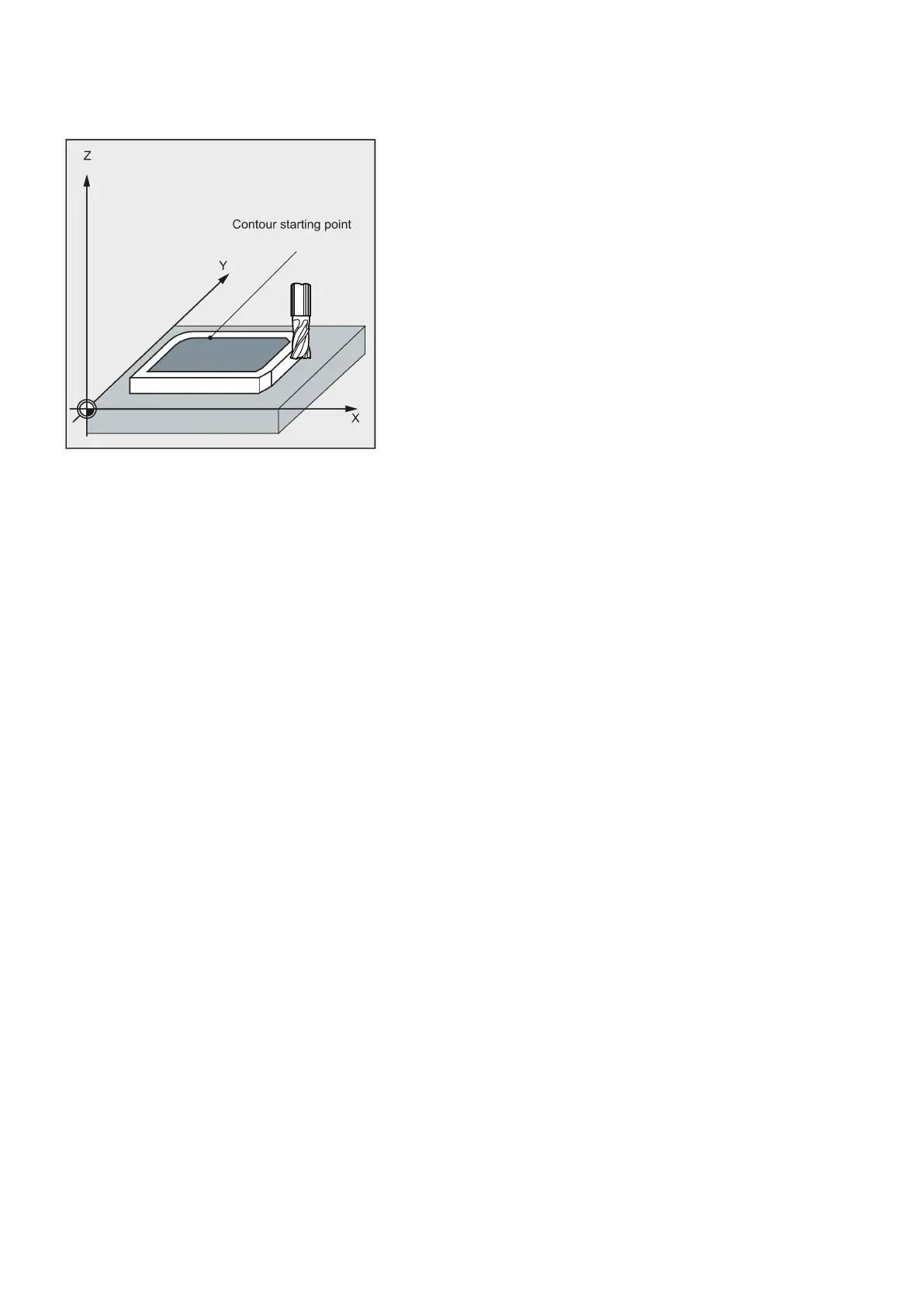
See the following illustration for path milling 2:
● Selection of roughing (single-pass traversing parallel to contour, taking into account a finishing allowance, if necessary at
several depths until the finishing allowance is reached) and finishing (single-pass traversing along the final contour if
necessary at several depths)
● Smooth approach to and retraction from the contour either tangentially or radially (quadrant or semi-circle)
● Programmable depth infeeds
● Intermediate motions either at rapid traverse rate or at feedrate
Sequence
Position reached prior to cycle start:
Starting position is any position from which the contour starting point can be approached at the height of the retraction plane
without collision.
The cycle generates the following sequence of motions when roughing:
The depth infeeds are distributed equally with the maximum possible value of the specified parameters.
● Traversing to the starting point for first milling with G0/G1 (and FF3). This point is calculated internally in the control
system and depends on the following factors:
– Contour starting point (first point in the subroutine),
– Direction of the contour at the starting point,
– Approach mode and its parameters
– Tool radius
The cutter radius compensation is activated in this block.
● Depth infeed to the first or next machining depth plus programmed safety clearance with G0/G1. The first machining
depth results from the following data:
– Total depth
– Finishing allowance
– The maximum possible depth infeed
● Approach of the contour vertically with depth infeed _FFD and then in the plane at the programmed feedrate _FFP1 or
3D with the feedrate programmed under _FAD according to the programming for smooth approach
● Milling along the contour with G40/G41/G42
● Smooth retraction from the contour with G1 while continuing feed for the surface machining by the retraction amount

 Loading...
Loading...


















