Programming and Operating Manual (Milling)
246 6FC5398-4DP10-0BA6, 09/2017
When programming in ISO mode, you need to set the H numbers of T1 and T2 to 1 and 2 in the tool list respectively;
• Cut the workpiece manually after machining is over.
Operating sequence for programming in Siemens mode
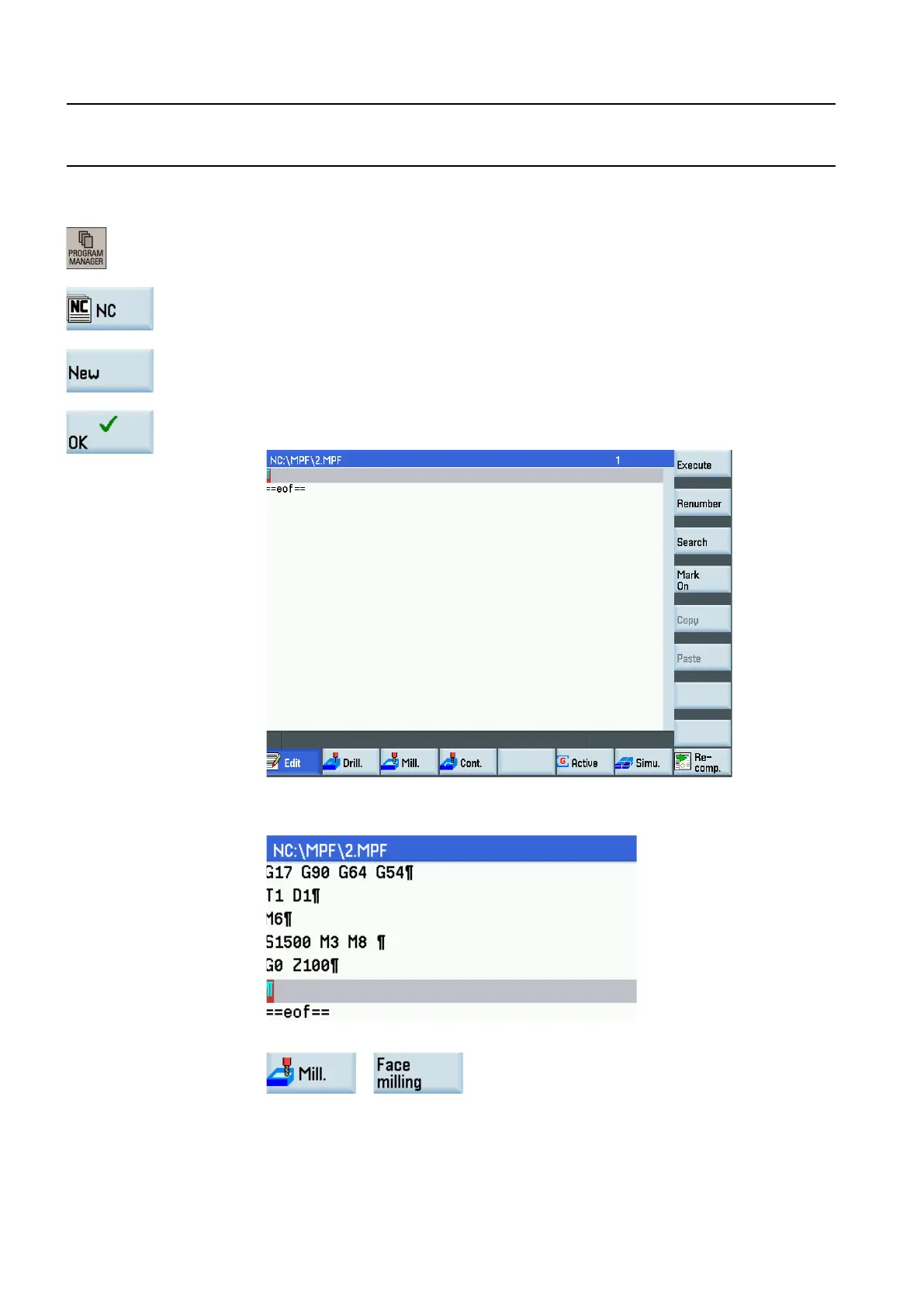
Select the program management operating area.
Press this softkey to enter the system directory for storing part programs.
Press this softkey and enter the name of the new program.
Press this softkey to confirm your entry. The part program editor window o
pens automatica
Enter the following program
in the window. The control system saves your editing automati-
Open the window for CYCLE71 through the following softkey operations:

 Loading...
Loading...


















