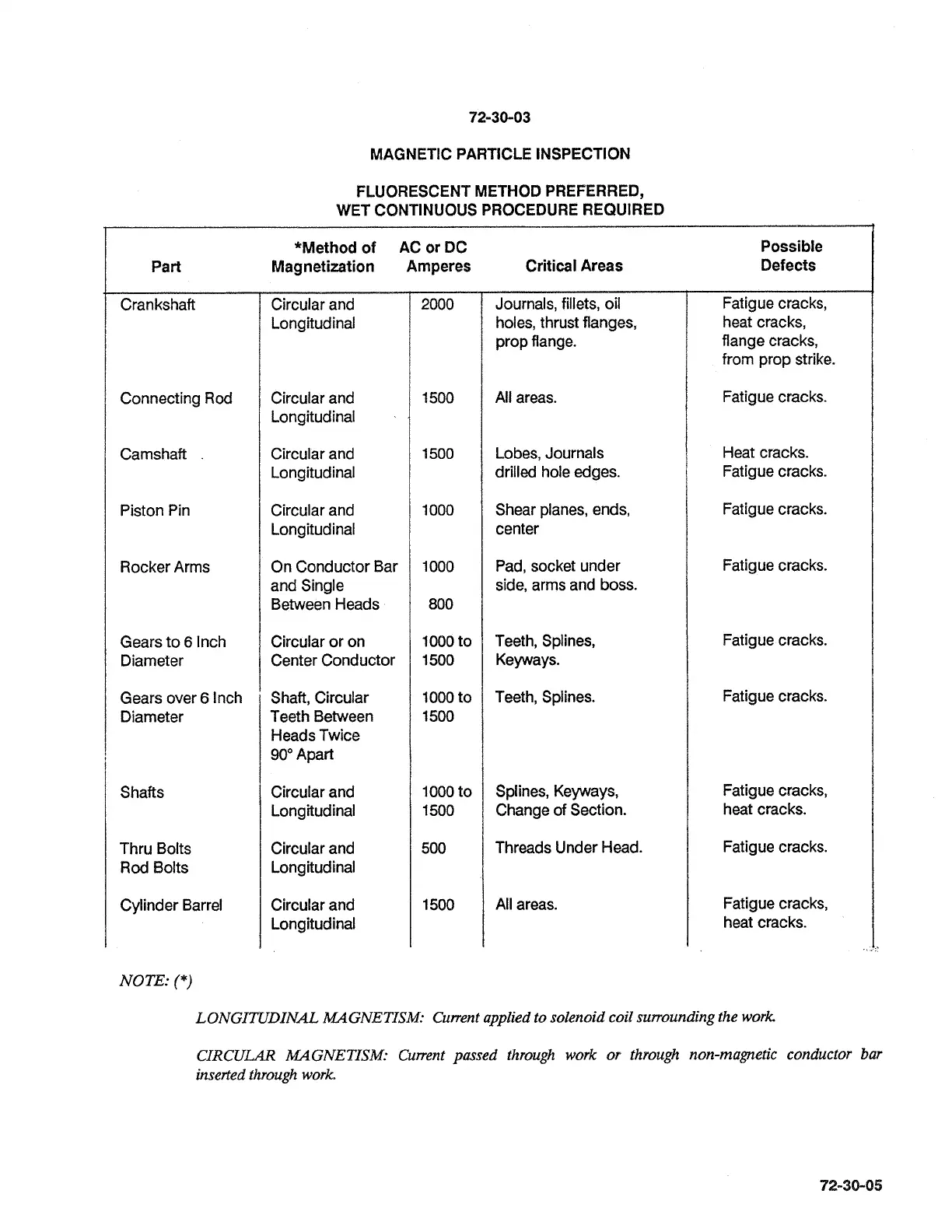
MAGNETIC PARTICLE INSPECTION
FLUORESCENT METHOD PREFERRED,
WET CONTINUOUS PROCEDURE REQUIRED
*Method of AC or DC
Part Magnetization Amperes
Crankshaft Circular and
Longitudinal
Connecting
Rod
Camshaft
Piston Pin
Rocker Arms
Gears to
6
lnch
Diameter
Gears over
6
lnch
Diameter
Shafts
Thru Bolts
Rod
Bolts
Cylinder Barrel
Circular and
Longitudinal
Circular and
Longitudinal
Circular and
Longitudinal
On Conductor Bar
and Single
Between Heads
Circular or on
Center Conductor
Shaft, Circular
Teeth Between
Heads Twice
90"
Apart
Circular and
Longitudinal
Circular and
Longitudinal
Circular and
Longitudinal
Critical Areas
Journals, fillets, oil
holes, thrust flanges,
prop flange.
All areas.
Lobes, Journals
drilled hole edges.
Shear planes, ends,
center
Pad, socket under
side, arms and boss.
Teeth, Splines,
Keyways.
Teeth, Splines.
Splines, Keyways,
Change of Section.
Threads Under Head.
All areas.
Possible
Defects
Fatigue cracks,
heat cracks,
flange cracks,
from prop strike.
Fatigue cracks.
Heat cracks.
Fatigue cracks.
Fatigue cracks.
Fatigue cracks.
Fatigue cracks.
Fatigue cracks.
Fatigue cracks,
heat cracks.
Fatigue cracks.
Fatigue cracks,
heat cracks.
NOTE:
(*)
LONGITUDINAL MAGNETISM: Current applied to solenoid coil surrounding the work
CIRCULAR MAGNETISM: Current passed through work or through non-magnetic conductor bar
inserted through work.
 Loading...
Loading...

