- 17 -
la sélection et le réglage des paramètres et montre la valeur programmée sur
l'afcheur.
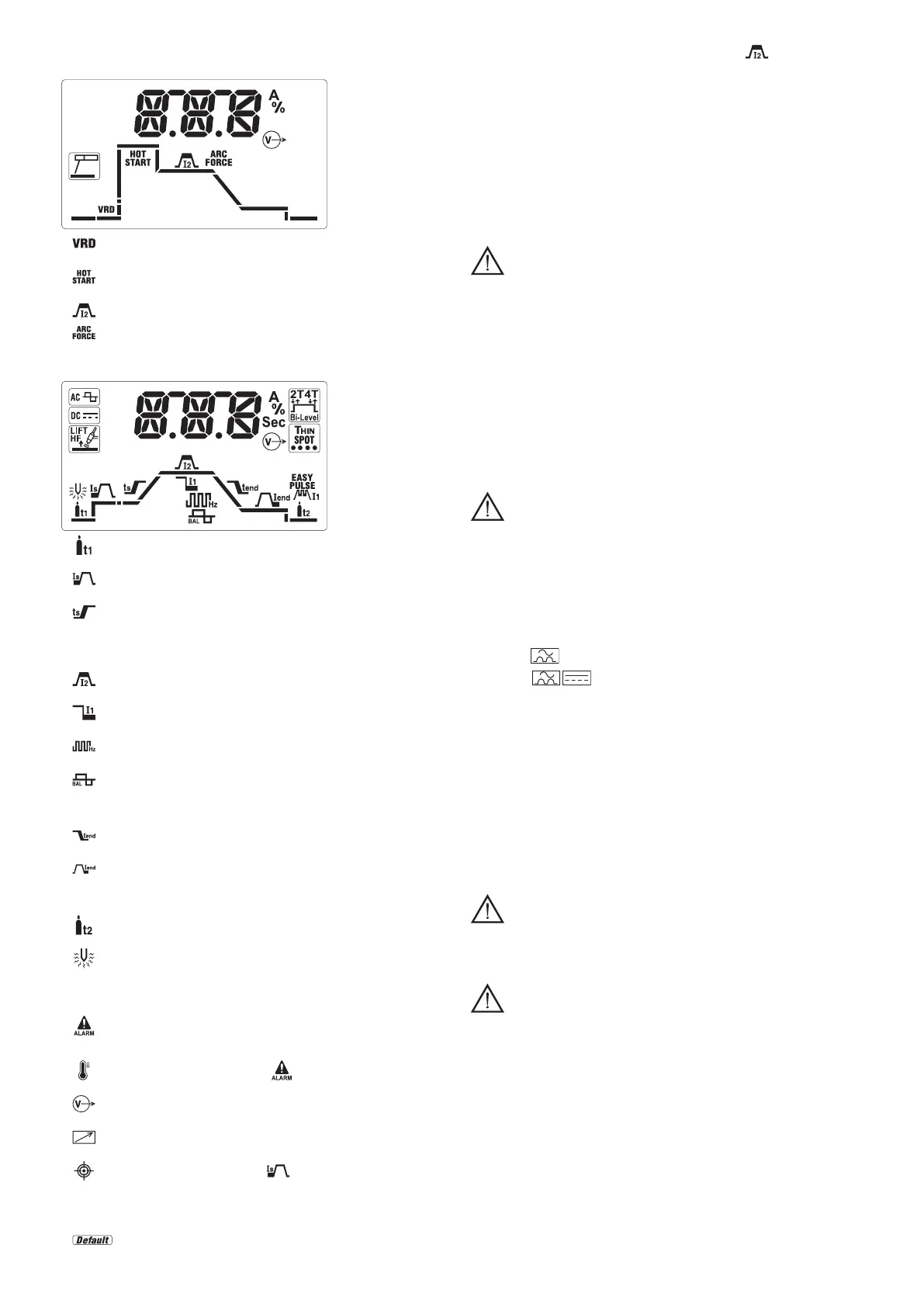
EnMMAnotamment,lesparamètresmodiablessont:
- habilitation / exclusion du dispositif “Voltage Reduction Device” pour le
départ en toute sécurité à basse tension.
-
surintensité initiale (réglage 0-100%) pour optimiser l'amorçage de l'arc de
soudage.
-
courant principal de soudage (courant de sortie en Ampère).
-
surintensité dynamique (réglage 0-100%) pour optimiser la uidité du
soudage et éviter le collage de l'électrode.
EnTIGnotamment,lesparamètresmodiablessont:
- temps de pré-gaz du ux du gaz de protection avant le départ du soudage
(réglage 0-10 secondes).
-
courant initial maintenu pendant une durée xe en 2T (50msec) et pendant
une durée égale au maintien du bouton pressé, en 4T (réglage 0-100%).
-
temps de croissance initial du courant de la valeur I
s
à I
2
(réglage 0.1-10
secondes). En OFF rampe non présente.
N.B.:lesparamètresI
s
et T
s
peuventaussiêtremodiésaveclacommande
àdistanceàpédale,leréglage,cependant,doitêtreeffectuéavantd’activer
lacommande.
-
courant principal de soudage, en mode PULSÉ et Bi-Level c'est le courant
au niveau le plus haut (courant de sortie en Ampère).
-
courant de base, en mode PULSÉ et Bi-Level c'est la valeur qui peut être
alternée à la valeur principale durant le soudage (réglage en Ampère).
-
fréquence de pulsation et pour les modèles AC / DC en TIG AC représente
la fréquence du courant de soudage (réglage en Hertz).
-
pourcentage équilibrage, en mode PULSÉ c'est le rapport entre le temps
où le courant est au niveau le plus haut et la période totale de pulsation, pour les
modèles AC / DC en TIG AC représente le rapport entre le temps avec courant
positif et le temps avec courant négatif.
-
temps de croissance nale du courant de la valeur I
2
à I
end
(réglage 0.1-10
secondes). En OFF rampe non présente.
-
courant nal, en 2T c'est le courant maintenu après la croissance nale si
le temps de croissance est supérieur à zéro, en 4T c'est le courant maintenu
après la croissance nale pendant tout le temps où le bouton de la torche reste
pressé.
-
temps de post-gaz du ux du gaz de protection à partir de l'arrêt du
soudage (réglage 0-10 secondes).
-
énergie de préchauffage, si elle est prévue, seulement pour les modèles
AC / DC en TIG AC règle le préchauffage de l'électrode pour faciliter le départ
(réglage 2.6-53 A*Sec). En OFF, préchauffage non présent.
Autresicônesindicativesprésentessurl'afcheur:
-
avis de signalisation / alarme, en général associé au code indiqué sur
l'afcheur, attire l'attention sur la possible anomalie / protection automatique
active dans le poste de soudage.
-
protection thermique, associée à et code sur l'afcheur, avis de
condition d'atteinte des limites de réchauffement interne.
-
sortie active, indique la présence de tension (puissance habilitée) dans les
prises de sortie du poste de soudage.
-
commande à distance, indique branchement et contrôle activé de la
commande à distance.
-
pointeur de position, en 4T avec inférieur à une valeur prédénie
indique le paramétrage d'un courant initial minimum qui rend visible l'arc de
soudage avec le bouton pressé. Ceci permet de choisir avec précision le point
de départ du soudage (si le courant initial est programmé au-delà d'une certaine
limite, la fonction s'exclut automatiquement).
-
paramètres d'usine, indique le paramétrage de tous les paramètres à
une valeur prédénie utile pour une ample opérativité. L'utilisateur peut
programmer comme il l'entend le courant principal
sans altérer les autres
programmations automatiques.
Il est possible de réactiver à tout moment cette condition en éteignant et en
allumant le poste de soudage avec le bouton de la poignée multifonction (FIG.
D - 5c) pressé.
Messagesd'alarmeindicatifssurl'afcheuralphanumérique(FIG.D-5d):
- AL.1 : intervention de la protection thermique du circuit primaire (s'il est prévu).
- AL.2 : intervention de la protection thermique du circuit secondaire.
- AL.3 : intervention de la protection pour cause de surtension de la ligne
d'alimentation.
- AL.4 : intervention de la protection pour cause de sous-tension de la ligne
d'alimentation.
- AL.8 : tension auxiliaire hors de la fourchette.
Le rétablissement est automatique à la cessation de la cause de l’alarme.
5.INSTALLATION
ATTENTION!EFFECTUEREXCLUSIVEMENTLESOPÉRATIONS
D’INSTALLATION ET TOUS LES RACCORDEMENTS ÉLECTRIQUES AVEC
LE POSTE DE SOUDAGE ÉTEINT ET ISOLÉ DE LA LIGNE D’ALIMENTATION
SECTEUR.
LES RACCORDEMENTS ÉLECTRIQUES DOIVENT EXCLUSIVEMENT ÊTRE
EFFECTUÉSPARUNPERSONNELEXPERTOUQUALIFIÉ.
5.1INSTALLATION(FIG.P)
Déballer la machine et procéder au montage des parties contenues.
5.1.1Assemblagecâblederetour-pince(FIG.E)
5.1.2Assemblagecâbledesoudage-pinceporte-électrode(FIG.F)
5.2POSITIONNEMENTDUPOSTEDESOUDURE
Choisir un lieu d’installation ne comportant aucun obstacle face à l’ouverture d’entrée
et de sortie de l’air de refroidissement (circulation forcée par ventilateur, si prévu);
s’assurer qu’aucune poussière conductrice, vapeur corrosive, humidité, etc., n’est
aspirée.
Laisser un espace dégagé minimum de 250mm autour de la machine.
ATTENTION:Installerlepostedesouduresurunesurfacehorizontale
d’uneportéecorrespondantàsonpoidspourévitertoutrisquededéplacement
ouderenversement.
5.3BRANCHEMENTAURÉSEAUD’ALIMENTATIONSECTEUR
- Avant de procéder aux raccordements électriques, contrôler que les informations
gurant sur la plaquette de la machine correspondent à la tension et à la fréquence
de réseau disponibles sur le lieu d’installation.
- Le poste de soudage doit exclusivement être connecté à un système d’alimentation
avec conducteur de neutre branché à la terre.
- Pour garantir la protection contre le contact indirect, utiliser des interrupteurs
différentiels de type suivant :
- Type A (
) pour machines monophasées ;
- Type B (
) pour machines triphasées.
- An de respecter les conditions nécessaires requises par le référentiel EN 61000-
3-11 (Flicker), nous conseillons le branchement du poste de soudage aux points
d’interface du réseau d’alimentation qui présentent une impédance inférieure à :
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Le poste de soudage ne remplit pas les conditions requises par le référentiel CEI/
EN 61000-3-12.
S’il est branché au réseau d’alimentation public, il appartient à l’installateur ou à
l’utilisateur de vérier que le poste peut être branché (si nécessaire, consulter le
gestionnaire du réseau de distribution).
5.3.1Ficheetprise
Brancher une che normalisée (2P + P.E) (1~); (3P + P.E) (3~) de portée adéquate
au câble d’alimentation, et installer une prise de réseau munie de fusibles ou d’un
interrupteur automatique. La borne de terre prévue doit être reliée au conducteur de
terre (jaune-vert) de la ligne d’alimentation. Le tableau (TAB.1) indique les valeurs
conseillées, exprimées en ampères, des fusibles retardés de ligne sélectionnés en
fonction du courant nominal max. distribué par le poste de soudage et de la tension
nominale d’alimentation.
ATTENTION! La non-observation des règles indiquées ci-dessus
annulel’efcacitédusystèmedesécuritéprévuparleconstructeur(classeI)
etpeutentraînerdesrisquesimportantspourlespersonnes(risquesdechoc
électrique)etlesappareils(risquesd’incendie).
5.4CONNEXIONSDUCIRCUITDESOUDAGE
ATTENTION!TOUTESLESOPÉRATIONSDECONNEXIONDUCIRCUIT
DOIVENT ETRE EFFECTUÉES AVEC LE POSTE DE SOUDAGE ÉTEINT ET
DÉBRANCHÉDURÉSEAUD’ALIMENTATIONÉLECTRIQUE.
Letableau(TAB.1)indiquelesvaleursconseilléespourlescâblesdesoudage
(en mm
2
)enfonctionducourantmaximaldistribuéparlepostedesoudage.
5.4.1SoudageTIG
Connexiontorche
- Insérer le câble porte-courant dans la borne rapide prévue (-). Connecter le
connecteur à trois pôles (poussoir torche) à la prise prévue. Connecter le tube gaz
de la torche au raccord prévu.
Connexioncâblederetourducourantdesoudage
- Doit être connecté à la pièce à souder ou au banc métallique sur lequel elle est
posée, le plus près possible du raccord en cours d’exécution.
Ce câble doit être connecté à la borne portant le symbole (+).
Connexionàlabouteilledegaz
- Visser le réducteur de pression à la valve de la bouteille de gaz en interposant la
réduction fournie comme accessoire en cas d’utilisation de gaz Argon.
- Connecter le tube d’entrée du gaz au réducteur et serrer le collier fourni.
- Desserrer la bague de régulation du réducteur de pression avant d’ouvrir la valve de
la bouteille.
- Ouvrir la bouteille et réguler la quantité de gaz (l/min) selon les données indicatives
d’utilisation, voir tableau(TAB.4); il est possible de régler si nécessaire le débit de