- 87 -
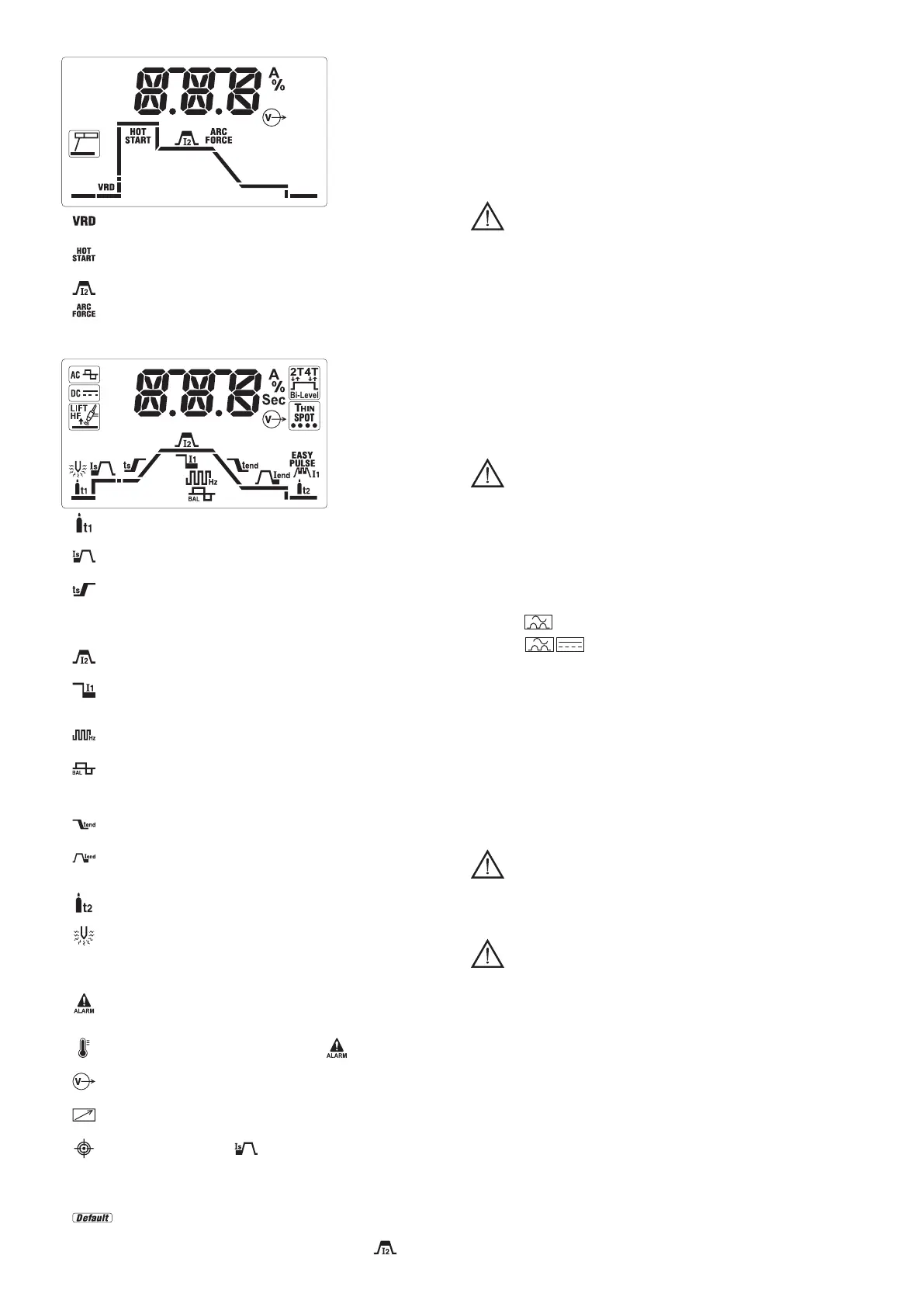
KonkrétnevrežimeMMAkmeniteľnýmparametrompatria:
- aktivácia/zrušenie činnosti zariadenia „Voltage Reduction Device“ pre
bezpečné zahájenie s nízkym napätím;
-
počiatočný nadprúd (nastavenie 0-100 %) pre optimalizáciu zapálenia
zváracieho oblúka;
-
hlavný zvárací prúd (výstupný prúd v ampéroch);
-
dynamický nadprúd (nastavenie 0-100 %) pre optimalizáciu plynulosti
zvárania a pre zabránenie prilepenia elektródy.
KonkrétnevrežimeTIGkmeniteľnýmparametrompatria:
- doba predfuku kvôli odtečeniu ochranného plynu pred zahájením zvárania
(nastavenie 0-10 sekúnd);
-
počiatočný prúd, udržiavaný po pevnú dobu v 2T (50 ms) a po dobu
udržovania tlačidla v stlačenom stave v 4T (nastavenie 0-100 %);
-
doba počiatočnej rampy prúdu z hodnoty I
s
na I
2
(nastavenie 0,1-10
sekúnd). V režime OFF rampa nie je aktívna.
POZN.:ParametreI
s
a T
s
jemožnémeniťtiež prostredníctvom diaľkového
ovládania pedálom, avšak nastavenie musí byť vykonané ešte pred
aktiváciousamotnéhoovládaciehopríkazu;
-
hlavný zvárací prúd - v PULZNOM režime a v režime Bi-Level sa jedná o
prúd na najvyššej úrovni (výstupný prúd v ampéroch);
-
základný prúd - v PULZNOM režime a v režime Bi-Level sa jedná o
hodnotu, ktorá môže byť počas zvárania striedaná s hlavným prúdom (nastavení
v ampéroch);
-
frekvencia pulzácie - pre modely AC/DC v TIG AC predstavuje frekvenciu
zváracieho prúdu (nastavenie v hertzoch);
-
percentuálny podiel vyváženia - v pulznom režime sa jedná o pomer medzi
dobou, keď sa prúd nachádza na najvyššej úrovni a celkovou dobou pulzácie -
pre modely AC/DC v TIG AC predstavuje pomer medzi dobou s kladným prúdom
a dobou so záporným prúdom;
-
doba záverečnej rampy prúdu z hodnoty I
2
na I
end
(nastavenie 0,1-10
sekúnd). V režime OFF rampa nie je súčasťou.
-
záverečný prúd - v 2T sa jedná o prúd udržiavaný po záverečnej rampe,
keď je doba rampy väčšia ako nula a v 4T sa jedná o prúd udržiavaný po
záverečnej rampe po celú dobu, keď tlačidlo zváracej pištole zostane stlačené;
-
doba dofuku kvôli odtečeniu ochranného plynu po zastavení zvárania
(nastavenie 0-10 sekúnd);
-
energia predohrevu - ak je súčasťou, len na modeloch AC/DC v TIG AC,
nastavuje predohrev elektródy kvôli uľahčeniu štartu (nastavenie 2,6-53 A*s).
V režime OFF predohrev nie je súčasťou.
Ďalšieikony,ktorésanachádzajúnadispleji:
-
oznámenie o signalizácii/alarmu - obvykle je spojené s kódom uvedeným
na displeji, a privoláva pozornosť na možnú poruchu / automatickú aktiváciu
ochrany v zváračke;
-
signalizácia tepelnej ochrany - je priradená k a kódu na displeji, a
predstavuje oznámenie o stave dosiahnutia limitov vnútorného ohrevu;
-
aktívny výstup - informuje o prítomnosti napätia (aktivovaný výkon) vo
výstupných zásuvkách zváračky;
-
diaľkové ovládanie - informuje o pripojení a aktívnom riadení diaľkového
ovládania;
-
ukazovateľ polohy - v 4T s menšou ako je prednastavená hodnota
informuje o nastavení minimálneho počiatočného prúdu, ktorý umožňuje
viditeľnosť zváracieho oblúka pri stlačenom tlačidle. To umožňuje presnú voľbu
bodu zahájenia zvárania (pri nastavení počiatočného prúdu nad istý limit dôjde
automaticky k zrušeniu uvedenej funkcie);
-
parametre z výrobného závodu - informuje o nastavení všetkých
parametrov na prednastavenú hodnotu, vhodnú pre veľký rozsah prevádzkových
činností. Používateľ môže podľa potreby nastaviť hlavný prúd
bez zmeny
ďalších automatických nastavení.
Je možné kedykoľvek opätovne aktivovať tento stav vypnutím a zapnutím zváračky
stlačením tlačidla multifunkčného otočného ovládača (OBR. D - 5c).
Hláseniaalarmuzobrazovanénaalfanumerickomdispleji(OBR.D-5d):
- AL.1: aktivácia tepelnej ochrany primárneho obvodu (ak je súčasťou).
- AL.2: aktivácia tepelnej ochrany sekundárneho obvodu.
- AL.3: aktivácia ochrany následkom prepätia napájacieho vedenia.
- AL.4: aktivácia ochrany následkom podpätia napájacieho vedenia.
- AL.8: Pomocné napätie mimo určeného rozsahu.
Obnovenie činnosti prebehne automaticky, bezprostredne po odstránení príčiny
alarmu.
5.INŠTALÁCIA
UPOZORNENIE! VŠETKY OPERÁCIE SPOJENÉ S INŠTALÁCIOU A
ELEKTRICKÝMZAPOJENÍMZVÁRACIEHOPRÍSTROJAMUSIABYŤVYKONANÉ
PRI VYPNUTOM ZVÁRACOM PRÍSTROJI, ODPOJENOM OD NAPÁJACIEHO
ROZVODU.
ELEKTRICKÉ ZAPOJENIE MUSÍ BYŤ VYKONANÉ VÝHRADNE SKÚSENÝM
ALEBOKVALIFIKOVANÝMPERSONÁLOM.
5.1MONTÁŽ(OBR.P)
Rozbaľte zvárací prístroj a vykonajte montáž oddelených častí nachádzajúcich sa v
obale.
5.1.1Montážzemniacehokábla-klieští(OBR.E)
5.1.2Montážzváraciehokábla-držiakaelektródy(OBR.F)
5.2UMIESTNENIEZVÁRACIEHOPRÍSTROJA
Vyhľadajte miesto pre inštaláciu zváracieho prístroja, a to tak, aby sa v blízkosti otvorov
pre vstup a výstup chladiaceho vzduchu (nútený obeh prostredníctvom ventilátora - ak
je súčasťou) nenachádzali prekážky; pričom sa uistite, že sa nebude nasávať vodivý
prach, korozívne výpary, vlhkosť, atď.
Okolo zváracieho prístroja udržujte voľný priestor minimálne do vzdialenosti 250 mm.
UPOZORNENIE! Umiestnite zvárací prístroj na rovný povrch s
nosnosťou, ktorá je úmerná jeho hmotnosti, aby sa neprevrátil alebo aby
nedošlokjehonebezpečnýmpresunom.
5.3PRIPOJENIEDOSIETE
- Pred realizáciou akéhokoľvek elektrického zapojenia skontrolujte, či menovité údaje
zváracieho prístroja odpovedajú napätiu a frekvencii siete, ktorá je k dispozícii v
mieste inštalácie.
- Nabíjačka akumulátorov musí byť pripojená výhradne k napájaciemu systému s
uzemneným nulovým vodičom.
- Za účelom zaistenia ochrany proti nepriamemu dotyku používajte nadprúdové relé
typu:
- Typ A (
) pre jednofázové stroje;
- Typ B (
) pre trojfázové stroje.
- Aby ste dodržali požiadavky stanovené normou EN 61000-3-11 (Flicker),
odporúčame vám pripojiť zvárací prístroj k bodom rozhrania elektrického rozvodu
s impedanciou nepresahujúcou:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Zvárací prístroj nespĺňa požiadavky normy IEC/EN 61000-3-12.
Pri pripojení k verejnej elektrickej sieti je inštalatér alebo užívateľ povinný overiť, či
je možné zvárací prístroj pripojiť (podľa potreby musí kontaktovať správcu rozvodnej
siete).
5.3.1Zástrčkaazásuvka
Pripojte k napájaciemu káblu normalizovanú zástrčku (2P + P.E) (1~); (3P + P.E)
(3~). vhodnej prúdovej kapacity a pripravte sieťovú zásuvku vybavenú poistkami
alebo automatickým ističom; príslušný zemniaci kolík bude musieť byť pripojený k
zemniacemu vodiču (žltozelený) napájacieho vedenia. V tabuľke (TAB.1) sú uvedené
doporučené hodnoty pomalých poistiek, vyjadrené v ampéroch, zvolených na základe
maximálnej menovitej hodnoty prúdu dodávaného zváracím prístrojom a na základe
menovitého napájacieho napätia.
UPOZORNENIE!Nerešpektovanievyššieuvedenýchpravidielbudemať
zanásledokvyradeniebezpečnostnéhosystémunavrhnutéhovýrobcom(triedy
I) z činnosti s následným vážnym ohrozením osôb (napr. zásah elektrickým
prúdom)amajetku(napr.požiar).
5.4ZAPOJENIEZVÁRACIEHOOBVODU
UPOZORNENIE! PRED VYKONANÍM NASLEDUJÚCICH ZAPOJENÍ SA
UISTITE,ŽEJEZVÁRACÍPRÍSTROJVYPNUTÝAODPOJENÝODNAPÁJECEJ
SIETE.
V tabuľke (TAB.1)sú uvedené hodnoty doporučené pre zváracie káble (v mm
2
) na
základe maximálneho prúdu dodávaného motorovým zváracím prístrojom.
5.4.1ZváranieTIG
Zapojeniezváracejpištole
- Zasuňte kábel zváracieho prúdu do príslušnej rýchlosvorky (-). Pripojte trojpólový
konektor (tlačidla zváracej pištole) do príslušnej zásuvky. Zapojte plynovú hadicu
zváracej pištole ku príslušnej spojke.
Zapojeniezemniacehokáblazváraciehoprúdu
- Je potrebné ho pripojiť ku zváranému dielu, alebo ku kovovému stolu, na ktorom je
diel uložený, čo najbližšie k vytváranému spoju.
Tento kábel je potrebné pripojiť k svorke označenej symbolom (+).
Pripojeniekutlakovejfľašisplynom(aksapoužíva)
- Zaskrutkujte reduktor tlaku k ventilu tlakovej fľaše s plynom a v prípade použitia
plynu Argón alebo zmesi medzi ne vložte príslušnú redukciu dodanú formou
príslušenstva.
- Pripojte prívodnú hadicu plynu k reduktoru tlaku a utiahnite sťahovaciu pásku.
- Pred otvorením ventilu tlakovej fľaše s plynom povoľte kruhovú maticu regulácie
reduktoru tlaku.
- Otvorte tlakovú nádobu a nastavte množstvo plynu (l/min) podľa orientačných
údajov použitia, viď tabuľku (TAB. 4); prípadné nastavenia odtoku plynu môžu
byť vykonané počas zvárania, prostredníctvom kruhovej matice regulátora tlaku.
Skontrolujte tesnosť hadíc a spojok.
UPOZORNENIE!Poukončenípráce,zakaždýmzatvorteventiltlakovejnádoby.