- 72 -
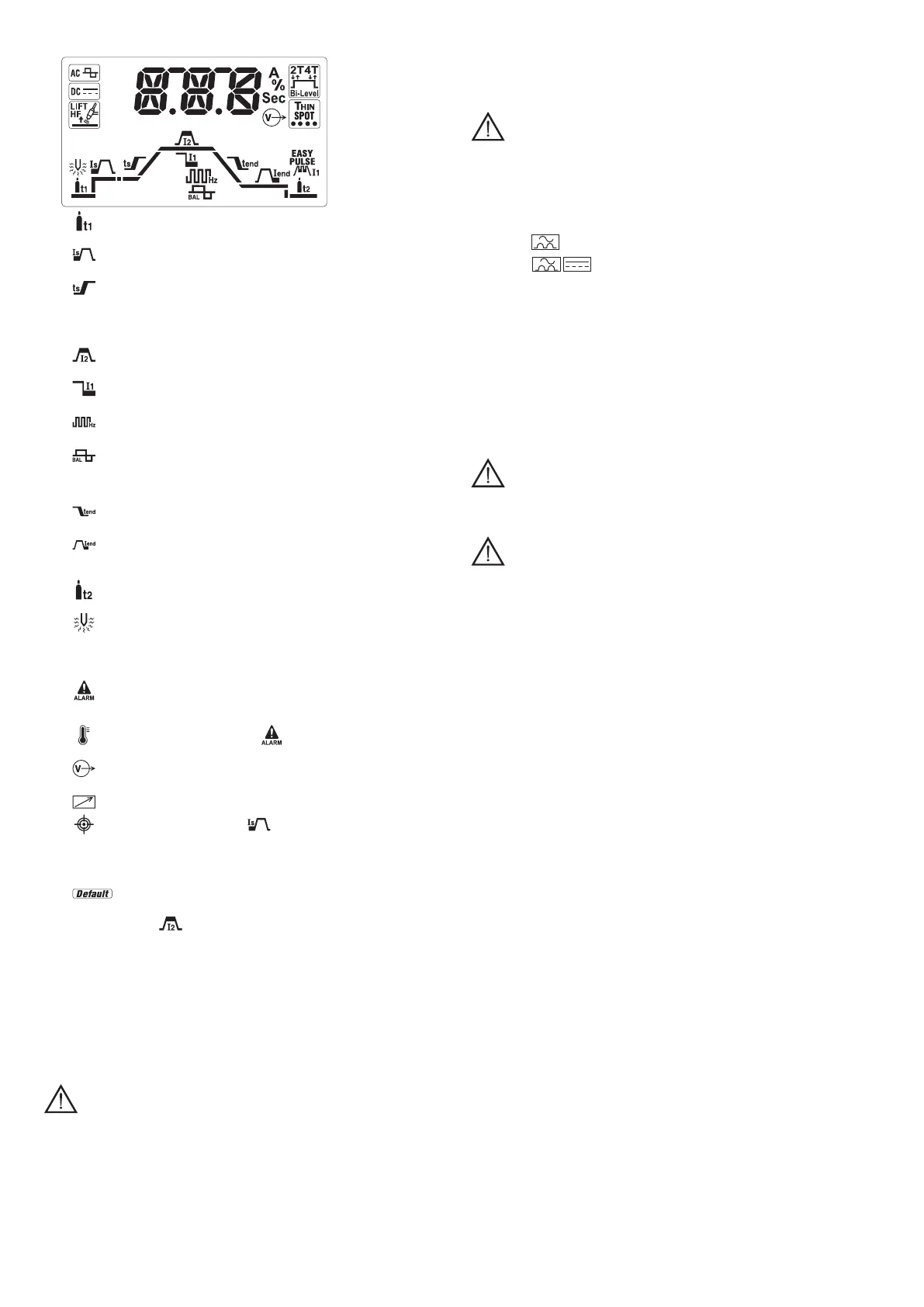
SpesielterTIG-parameternesomkanendres:
- pre-gass tid for yten av vernegass før sveisestart (regulering 0-10
sekunder).
-
innledende strøm opprettholdt i et fast tidsrom i 2T (50msek) og tilsvarende
tid for inntrykking av knappen, i 4T (regulering 0-100 %).
-
innledende rampetid ved strømverdien I
s
til I
2
(regulering 0.1-10 sekunder).
I OFF nnes ikke rampen.
N.B.: parameterne I
s
og T
s
kan endres også med den fjernstyrte
kommandopedalen, reguleringen må utføres før du aktiverer selve
kommandoen.
-
hovedsveisestrøm, i PULSERENDE og Bi-Level modus er strømmen ved
det høyeste nivået (utgangsstrøm i Ampere).
-
basestrøm, i PULSERENDE og Bi-Level modus er verdien som kan
veksles med hovedstrømmen under sveising (regulering i Ampere).
-
pulseringsfrekvens og for modellene AC/DC i TIG AC representerer
sveisestrømfrekvensen (regulering i Hertz).
-
utjevningsprosentandel, i PULSERENDE modus er det forholdet mellom
tiden der strømmen er på det høyeste nivået og den totale pulseringstiden, for
modellene AC/DC i TIG AC representerer det forholdet mellom tiden med positiv
strøm og tiden med negativ strøm.
-
rampetid ved strømverdien I
s
til lend (regulering 0.1-10 sekunder). I OFF
nnes ikke rampen.
-
sluttstrøm, i 2T er strømmen opprettholdt etter den endelige rampen hvis
rampetiden er større enn null, i 4T opprettholdes strømmen etter den endelige
rampen i hele tidsrommet der sveiseblussknappen holdes inne.
-
post-gass tid for yten av vernegass som starter ved sveisestans
(regulering 0-10 sekunder).
-
forhåndsoppvarmingsstrøm, kun for modellene AC/DC i TIG AC regulerer
forhåndsoppvarmingen av elektroden for å gjøre oppstarten lettere (regulering
2.6-53 A*Sek). I OFF nnes ikke forhåndsoppvarming.
Andreindikativeikonersomnnespådisplayet:
-
varsel om varsling/alarm, som regel i kombinasjon med en kode indikert på
displayet, og som leder oppmerksomheten over på en mulig anomali/aktiv
automatisk sikring i sveisemaskinen.
-
termisk sikring, kombinert med og kode på displayet, varsel om
tilstand hvor de interne oppvarmingsgrensene er nådd.
-
aktiv utgang, indikerer forekomsten av spenning (aktivert effekt) i
utgangsuttakene ved sveisemaskinen.
-
fjernkontroll, indikerer aktiv tilkobling og kontroll av fjernkontrollen.
-
posisjonspunktsveis, i 4T med mindre enn en forhåndsdenert verdi
indikerer innstilling av en minimums startstrøm som gjør sveisebuen synlig ved
inntrykket knapp. Dette gjør det mulig å velge startpunktet for sveisingen nøye
(hvis startstrømmen stilles inn høyere enn en viss grense, vil funksjonen
automatisk deaktiveres).
-
fabrikkparametere, indikerer innstillingen ved alle parameterne ved en
forhåndsinnstilt verdi nyttig for et stort bruksområde. Brukeren kan stille inn
hovedstrømmen
etter ønske uten å endre de andre automatiske
innstillingene.
Det er når som helst mulig å aktivere på nytt denne tilstanden ved å skru av og
skru på sveisemaskinen ved å trykke på er-funksjonsknotten (FIG. D - 5c).
Alarmbeskjedersomviserpådetalfanumeriskedisplayet(FIG.D-5d):
- AL.1 :termisk verneinngrep ved hovedkretsen (hvis forutsett).
- AL.2 : termisk verneinngrep ved sekundærkretsen.
- AL.3 : verneinngrep mot overspenning av forsyningslinjen.
- AL.4 : verneinngrep mot underspenning av forsyningslinjen.
- AL.8 : ekstra spenning utenfor området.
Tilbakestillingen skjer automatisk når årsaken til alarmen er blitt fjernet.
5.INSTALLASJON
ADVARSEL!UTFØRALLEOPERASJONENESOMINSTALLASJONOG
ELEKTRISKKOPLINGMEDSVEISERENSLÅTTFRAOGFRAKOPLETNETTET.
DEELEKTRISKEKOPLINGENEMÅUTFØRESKUNAVKVALIFISERTPERSONAL
MEDERFARINGER.
5.1MONTERING(FIG.P)
Pakk ut sveiseren, utfør montering av delene i esken.
5.1.1Monteringavreturkabeln-klemme(FIG.E)
5.1.2Monteringavsveisekabel-elektrodholderklemme(FIG.F)
5.2PLASSERINGAVSVEISEREN
Velg passende installasjonsplass for sveiseren slik at der ikke er hinder i høyde med
avkjølingsluftens inngangsåpning og utgangsåpning(forsert sirkulering ved hjelp av
ventilator, om installert); forsikre deg også at ingen strømførende støv, korrosive
anger, fukt, etc. blir sugt opp.
Hold et avstand på minst 250mm rundt sveiseren.
ADVARSEL! Plasser sveiseren på en jevn overate med en kapasitet
sompassertilvektenforåforhindreveltingellerfarligebevegelser.
5.3KOPLINGTILNETTET
- Før du utfør noen elektriske koplinger, skal du kontrollere at informasjonen på
sveisebrennerens skilt tilsvarer spenning og nettfrekvens på installasjonsplassen.
- Sveiseren skal bare koples til et nett med nøytral jordeledning.
- For å garantere vern mot indirekte kontakter skal du bruke differensialbryter av
typen:
- Type A (
) til enfasmaskiner;
- Type B (
) til trefasmaskiner.
- For å oppfylle kravene i norm EN 61000-3-11 (Flicker) rekommenderer vi at man
utfører koplingen av sveisen til nettspenningens grensesnittspunkter med en
impedanse under:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Sveisen oppfyller ikke kravene i norm IEC/EN 61000-3-12.
Hvis den blir koplet til et statelig distribusjonsnett, er det installatørens eller
brukerens forpliktelse å kontrollere at det er mulig å kople sveisen (hvis nødvendig,
kan du konsultere distribusjonsnettet).
5.3.1Kontaktoguttak
Kople nettkabeln til en normal kontakt, (2P + P.E) (1~); (3P + P.E) (3~) med
passende kapasitet og bruk et nettuttak utstyrt med sikringer eller automatisk bryter;
jordeledningen skal koples til jordeledningen (gul/grønn) i forsyningslinjen. Tabell
(TAB.1) angir anbefalte verdier i ampere for trege sikringer i linjen som valgts i henhold
til maksimal nominal strøm som blir forsynt av sveiseren og i henhold til nominal
forsyningsspenning.
ADVARSEL!Hvisduikkefølgerregleneovenfor,kansikkerhetssystemet
somfabrikanteninstallert(klasseI)ikkefungerekorrekt,medalvorligerisikoer
forpersoner(f.eks.elektriskstøt)ogmaterielleformål(f.eks.brann).
5.4KOPLINGERAVSVEISEKRETSEN
ADVARSEL! FØR DU UTFØR FØLGENDE KOPLINGER, SKAL DU
FORSIKRE DEG OM AT SVEISEREN ER SLÅTT AV OG FRAKOPLET FRA
STRØMNETTET.
Tabell (TAB.1)angir anbefalte verdier for sveisekablene (i mm
2
) i henhold til maksimal
strøm som sveiseren gir fra seg.
5.4.1TIG-sveising
Koplingavsveisebrenneren
- Kople kabelen i tilsvarende hurtigkontakt (-). Kople kontakten med tre poler
(sveisebrennerens tast) i tilsvarende uttak. Kople gasslangen på sveisebrenneren
til tilsvarende skjøte.
Koplingavsveisestrømmensreturkabel
- Skal koples til stykket som skal sveises eller til metallpallen det står på så nære som
mulig til skjøten du skal utføre.
Denne kabelen skal koples til klampen med symbolet (+).
Koplingtilgassbeholderen
- Stram trykkredusereren til gassbeholderens ventil og sett inn reduksjonen som
medfølger som tilbehør, når du bruker Argon-gass.
- Kople gassens inngangsslang til redusereren og stram båndet som medfølger.
- Løsne reguleringsringen på trykkredusereren før du åpner beholderens ventil.
- Åpne beholderen og reguler gasskvantiteten (l/min.) i samsar med
bruksinformasjonen, se tabellen(TAB.4); eventuelle reguleringer av gassødet kan
utføres under sveisingen ved å dreie trykkredusererens ring. Kontroller tetheten i
slanger og skjøter.
ADVARSEL!Lukkalltidgassbeholderensventiletterarbeided.
5.4.2MMA-SVEISING
Nesten alle kledde elektroder skal koples til positiv pol (+) på generatoren; unntatt den
negative polen (-) for elektroder med sur kledning.
Koplingavsveisekabelnsklemme-elektrodholder
Forsyner panelet med et spesielt kabelfeste for stramming av elektrodens bare del.
Denne kabeln skal koples til kabelfestet med symbolen (+).
Koplingavsveisestrømmensreturkabel
Skal koples til stykket som skal sveises eller til metallbenken den står på, så like som
mulig til skjøten som blir utført.
Denne kabeln skal koples til kabelfestet med symbol (-).
Anbefalinger:
- Drei kontaktene på sveisekablene helt til slutt i de hurtige uttakene (hvis installert),
for å garantere en perfekt elektrisk kontakt; ellers kan overoppvarming skje i
kontaktene og dette kan føre til kvalitetsforringelse og effektivitetstap.
- Bruk så korte sveisekabler som mulig.
- Unngå å bruke metallstrukturer som ikke utgjør del av delen som bearbeides da du
skifter ut sveisestrømmens returkabel; dette kan være farlig for sikkerheten og gi et
dårligt sveiseresultat.
6.SVEISING:BESKRIVELSEAVPROSEDYREN
6.1TIG-SVEISING
TIG-sveising er en sveiseprosedyre som bruker varmen som blir produsert av den
elektriske buen som blir generert og kvarholt mellom en elektrod (tungsten) og stykket
som skal sveises. Elektroden i tungsten holdes av en sveisebrenner som er egnet
å overføre sveisestrømmen og verne elektroden og sveisebadet mot atmosfærisk
oksidering ved hjelp av et øde av inert gass (normalt argon: Ar 99.5%) som kommer
ut fra smørenippelen i kjeramikk (FIG.G).
Det er nødvendig for en god sveiseprosedyre å bruke eksakt diameter på elektroden
med eksakt strømsverdi, se tabell (TAB.3).
Tabellen plassert på maskinkappen foreslår spenningsverdiene som skal brukes ved
de ulike materialtykkelsene ved sveising i DC med mykt eller rustfritt stål.
Normal fremspring for elektroden fra nippelen i kjeramikk er 2-3 mm og du kan oppnå
8 mm for vinkelsveising.
Sveisingen skjer ved hjelp av fusjonen mellom skjøtens to iker. For tykkelser som er
mindre (til 1 mm) trenges inget støttematerial (FIG.H).
For større tykkelser må du bruke stenger av samme material og diameter, med
forberedelse av ikene (FIG. I). Det er nødvendig for å oppnå en god sveising, at