- 32 -
- позволяет осуществлять точечную сварку, управляя длительностью
сварки на дисплее (мигающий значок).
-
позволяет осуществлять быструю (10–100 мс) точечную сварку,
управляя длительностью сварки на дисплее (мигающий значок).
Длительноенажатие(PULSE):
-
обеспечивает пульсацию тока (изменение уровня) с произвольной
установкой характеристических параметров
, , и .
-
обеспечивает пульсацию тока с автоматической настройкой
характеристических параметров
, и в зависимости от
установленного тока
(эти значения можно изменить).
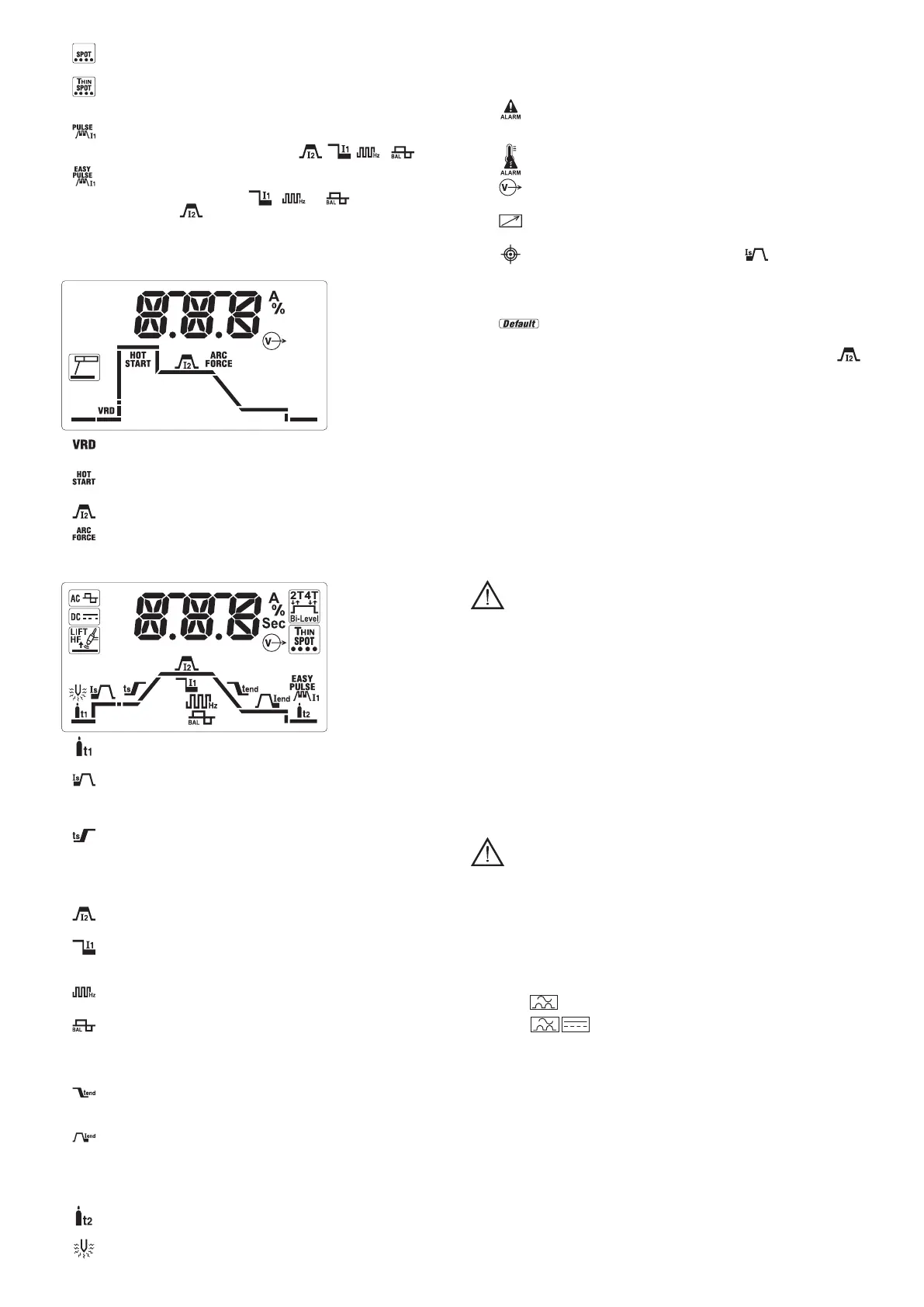
5c.Многофункциональнаяручка.
В зависимости от настроек, доступных при использовании кнопок, позволяет
выбрать и настроить параметры, отображая значение на дисплее.
ВчастностиврежимеMMAможноизменятьследующиепараметры:
- подключение/отключение устройства «Voltage Reduction Device» для
безопасного начала работы, используя низкое напряжение.
-
начальная перегрузка по току (регулировка 0–100%) для оптимизации
возбуждения сварочной дуги.
-
главный сварочный ток (выходной ток в амперах).
-
динамическая перегрузка по току (регулировка 0–100%) для
оптимизации плавности сварки и предотвращения прилипания электрода.
ВчастностиврежимеTIGможноизменятьследующиепараметры:
- время предварительной подачи защитного газа (pre-gas) перед
началом сварки (регулировка 0–10 секунд).
-
начальный току, в 2-этапном режиме удерживаемый в течение
фиксированного времени (50 мс), а в 4-этапном режиме времени,
соответствующем удерживанию кнопки в нажатом состоянии (регулировка
0–100%).
-
длительность начального линейного изменения тока от значения I
s
до
I
2
(регулировка 0,1–10 секунд). В случае установки на OFF кривая не
используется.
ВАЖНО:параметрыI
s
и T
s
можноизменятьтакжеприпомощипедали
дистанционногоуправления,норегулировкувэтомслучаенеобходимо
осуществитьпередиспользованиемэтойфункции.
-
главный сварочный ток, в ИМПУЛЬСНОМ режиме и режиме Bi-Level
соответствует более высокому уровню тока (выходной ток в амперах).
-
базовый ток, в ИМПУЛЬСНОМ режиме и режиме Bi-Level соответствует
значению, которое можно переключить на уровень главного тока во время
сварки (регулировка в амперах).
-
частота импульсов, а в моделях AC/DC в режиме TIG AC соответствует
частоте сварочного тока (регулировка в герцах).
-
процент выравнивания, в ИМПУЛЬСНОМ режиме соответствует
соотношению времени, которое ток находится на более высоком уровне, и
общего периода импульса, для моделей AC/DC в режиме TIG AC
соответствует соотношению длительности положительного тока и
длительности отрицательного тока.
-
длительность завершающего линейного изменения тока от значения I
2
до I
end
(регулировка 0,1–10 секунд). В случае установки на OFF кривая не
используется.
-
конечный ток, в 2-этапном режиме соответствует току, который
удерживается после завершающего линейного изменения тока, если
длительность этого изменения больше нуля, в 4-этапном режиме
соответствует току, который удерживается после завершающего линейного
изменения тока все время, пока кнопка горелки остается в нажатом
состоянии.
-
время подачи защитного газа после прекращения сварки (post-gas)
(регулировка 0–10 секунд).
-
энергия предварительного нагрева, если он предусмотрен, только для
моделей AC/DC в режиме TIG AC, регулирует предварительный нагрев
электрода для упрощения начала сварки (регулировка 2,6–53 А*с). В
случае установки на OFF, предварительный нагрев не осуществляется.
Прочиеинформативныезначкинадисплее:
-
предупреждение о сигнале тревоги, обычно одновременно с этим на
дисплее отображается код, обращает внимание на возможные неполадки/
автоматическую защиту, сработавшую в сварочном аппарате.
-
тепловая защита, одновременно с этим на дисплее отображается
и код, указывает на достижение предельной внутренней температуры.
-
активный выход, указывает на наличие напряжения (включена подача
энергии) в выходных гнездах сварочного аппарата.
-
дистанционное управление, указывает на подключение и активное
состояние удаленного управления.
-
указатель положения, в 4-этапном режиме с ниже предварительно
установленного значения указывает на установку минимального начального
тока, при котором образуется сварочная дуга при нажатии кнопки. Это
позволяет точно выбрать точку начала сварки (если начальный ток
превышает определенный предел, функция автоматически отключается).
-
заводские настройки, указывает на то, что все параметры
установлены на значения по умолчанию, пригодные для большинства
случаев. Пользователь может свободно установить главный ток
, не
изменяя прочие автоматические настройки.
Эти условия можно в любой момент восстановить, выключив и включив
сварочный аппарат, удерживая нажатой кнопку многофункциональной ручки
(РИС. D - 5c).
Пример сообщений о сигналах тревоги, отображаемых на буквенно-
цифровомдисплее(РИС.D-5d):
- AL.1 : срабатывание тепловой защиты первичного контура (если
предусмотрен).
- AL.2 : срабатывание тепловой защиты вторичного контура.
- AL.3 : срабатывание защиты от слишком высокого напряжения на линии
питания.
- AL.4 : срабатывание защиты от слишком низкого напряжения в линии
питания.
- AL.8 : Вспомогательное напряжение вышло за допустимый диапазон.
Возобновление работы осуществляется автоматически после устранения
причины возникновения сигнала тревоги.
5.УСТАНОВКА
ВНИМАНИЕ! ВЫПОЛНИТЬ ВСЕ ОПЕРАЦИИ ПО УСТАНОВКЕ
И ЭЛЕКТРИЧЕСКОЕ СОЕДИНЕНИЕ СО СВАРОЧНЫМ АППАРАТОМ,
ОТКЛЮЧЕННЫМИОТСОЕДИНЕННЫМОТСЕТИПИТАНИЯ.
ЭЛЕКТРИЧЕСКИЕ СОЕДИНЕНИЯ ДОЛЖНЫ ВЫПОЛНЯТЬСЯ ТОЛЬКО
ОПЫТНЫМИКВАЛИФИЦИРОВАННЫМПЕРСОНАЛОМ.
5.1СБОРКА(РИС.P)
Снять со сварочного аппарата упаковку, выполнить сборку отсоединенных
частей, имеющихся в упаковке.
5.1.1Сборкакабелявозврата-зажима(РИС.E)
5.1.2Сборкакабеля/сварки-зажимадержателяэлектрода(РИС.F)
5.2Расположениеаппарата
Располагайте аппарат так, чтобы не перекрывать приток и отток охлаждающего
воздуха к аппарату (принудительная вентиляция при помощи вентилятора):
следите также за тем, чтобы не происходило всасывание проводящей пыли,
коррозивных паров, влаги и т. д.
Вокруг сварочного аппарата следует оставить свободное пространство минимум
250 мм.
ВНИМАНИЕ! Установить сварочный аппарат на плоскую
поверхность с соответствующей грузоподъемностью, чтобы избежать
опасныхсмещенийилиопрокидывания.
5.3ПОДСОЕДИНЕНИЕКЭЛЕКТРИЧЕСКОЙСЕТИПИТАНИЯ
- Перед подсоединением аппарата к электрической сети, проверьте соответствие
напряжения и частоты сети в месте установки техническим характеристикам,
приведенным на табличке аппарата.
- Сварочный аппарат должен соединяться только с системой питания с нулевым
проводником, подсоединенным к заземлению.
- Для обеспечения защиты от непрямого контакта использовать
дифференциальные выключатели типа:
- Тип A (
) для однофазных машин;
- Тип B (
) для трехфазных машин.
- Чтобы обеспечить соответствие требованиям стандарта EN 61000-3-11
(Flicker), сварочный аппарат рекомендуется подсоединять только к таким
точкам сети питания, импеданс которых ниже:
Zmax = 0.234 Ом (1/N/PE 230V) 200A DC
- Сварочный аппарат не соответствует требованиям стандарта IEC/EN 61000-3-
12.
При подсоединении сварочного аппарата к бытовой электросети, монтажник
или пользователь обязан убедиться, что к ней можно подсоединять сварочные
аппараты (в случае необходимости свяжитесь с представителем компании,
заведующей распределительной сетью).
5.3.1ВИЛКАИРОЗЕТКА
соединить кабель питания со стандартной вилкой (2полюса + заземление
(1~)), (3полюса + заземление (3~)), рассчитанной на потребляемый аппаратом
ток. Необходимо подключать к стандартной сетевой розетке, оборудованной
плавким или автоматическим предохранителем; специальная заземляющая
клемма должна быть соединена с заземляющим проводником (желто-зеленого
цвета) линии питания. В таблице (ТАБ. 1) приведены значения в амперах,
рекомендуемые для предохранителей линии замедленного действия, выбранных
на основе макс. номинального тока, вырабатываемого сварочным аппаратом, и