- 77 -
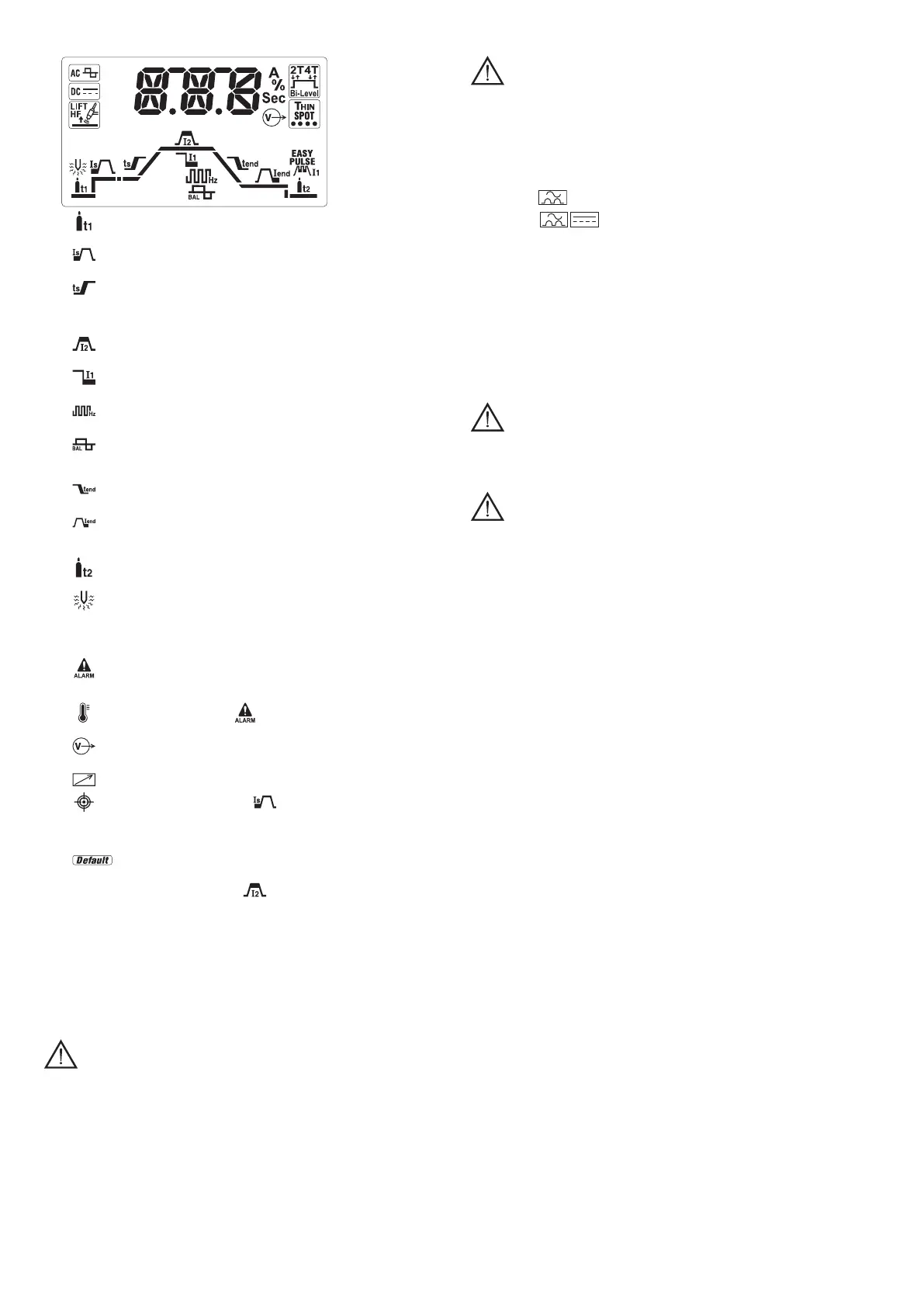
ErityisestiTIG:ssämuutettaviaparametrejäovat:
- suojakaasun esivirtausaika ennen hitsauksen alkamista (säätö välillä 0-10
sekuntia).
-
aloitusvirta, joka pysyy yllä määrätyn ajan 2T:ssä (50ms) ja niin kauan kun
painiketta pidetään painettuna, 4T:ssä (säätö välillä 0-100 %).
-
virran aloitusporrastuksen aika välillä I
s
- I
2
(säätö 0,1-10 sekuntia). OFF-
asennossa porrastusta ei ole.
HUOM.:ParametrejäI
s
ja T
s
voidaanmuuttaamyöskauko-ohjaimella,säätö
kuitenkinontehtäväennenitseohjauksenkäynnistämistä.
-
päähitsausvirta, tavassa PULSSATTU ja Bi-Level virta on korkeimmalla
tasolla (ulostulovirta ampeereissa).
-
perusvirta, tavassa PULSSATTU ja Bi-Level on virranarvo, joka voidaan
vaihtaa hitsauksen aikana pääarvoon (säätö ampeereissa).
-
pulssauksen taajuus ja malleille AC/DC TIG AC:ssä esittää hitsausvirran
taajuutta (säätö Hertzeissä).
-
tavassa PULSSATTU esittää suhdetta prosenteissa ajan, jossa virta siirtyy
maksimitasolle ja kokonaispulssausjakson välillä. Malleille AC/DC tavassa TIG
AC esittää suhdetta positiivisen virran ja negatiivisen virran ajan välillä.
-
virran lopetusporrastuksen aika välillä I
2
- I
end
(säätö 0,1-10 sekuntia). OFF-
asennossa porrastusta ei ole.
-
tavassa 2T loppuvirta on loppuportaikon jälkeen säilytetty virta jos
porrastusaika on yli nolla. Tavassa 4T se edustaa loppuvirtaa niin kauan kuin
hitsauspään painike on painettuna.
-
suojakaasun jälkikaasun virtaus hitsauksen päättymisestä alkaen (säätö
välillä 0-10 sekuntia).
-
esilämmitysenergia, jos käytettävissä, vain malleissa AC/DC TIG AC:ssä
säätää elektrodin esilämmityksen hitsauksen käynnistyksen helpottamiseksi
(säätö 2,6-53 A*s). OFF-asennossa esilämmitystä ei ole.
Näytölläesiintyvätmuutkuvakkeet:
-
merkinanto/hälytys, joka on yhdistetty yleensä näytöllä esiintyvään koodiin,
kiinnittää huomion yleensä mahdolliseen toimintahäiriöön/automaattisen
suojaukseen, joka on päällä hitsauslaitteessa.
-
lämpösuojaus yhdistettynä ja näytöllä esiintyvään koodiin, ilmoitus
sisäisten lämmitysrajojen saavuttamisesta.
-
ulostulo käytössä, osoittaa jännitteen paikallaoloa (teho päällä)
hitsauslaitteen ulostulopistokkeissa.
-
kauko-ohjain, osoittaa kauko-ohjaimen liitäntää ja päällä olevaa valvontaa.
-
asennon osoitin tavassa 4T kun se on alle määritetyn arvon, osoittaa
minimin alkuvirta-arvon asettamista, joka saa hitsauskaaren näkyville painike
painettuna. Sen avulla voidaan valita tarkalleen hitsauksen alkamispiste (jos
alkuvirta asetetaan määrätyn rajan yli, toiminto kytkeytyy pois automaattisesti).
-
tehdasparametrit, osoittaa kaikkien parametrien asettamista laajalle
toiminnalle hyödylliseen esiasetettuun arvoon. Käyttäjä voi asettaa
päähitsausvirran mielensä mukaan
muuttamatta automaattisia asetuksia.
Kyseinen tila voidaan kytkeä takaisin milloin tahansa sammuttamalla ja
käynnistämällä hitsauslaitteen monitoimivivun painike (KUVA D - 5c) painettuna.
Hälytysviestitaakkosnumeerisellanäytöllä(KUVAD-5d):
- AL.1 : ensiöpiirin (jos olemassa) lämpösuojauksen keskeytys.
- AL.2 : toisiopiirin lämpösuojauksen keskeytys.
- AL.3 : virransyöttölinjan ylijännitesuojan keskeytys.
- AL.4 : virransyöttölinjan alijännitesuojan keskeytys.
- AL.8 : Apujännite vaihtelualueen ulkopuolella.
Ennalleenpalautus on automaattinen hälytyksen syyn poistuessa.
5.ASENNUS
HUOM! KONEEN ON OLTAVA EHDOTTOMASTI SAMMUTETTU
JA IRROTETTU SÄHKÖVERKOSTA ASENNUSTOIMENPITEIDEN JA
SÄHKÖKYTKENTÖJENTEKEMISENAIKANA.
AINOASTAAN PÄTEVÄ TAI KOKENUT HENKILÖ SAA TEHDÄ
SÄHKÖKYTKENNÄT.
5.1VALMISTELU(KUVAP)
Poista hitsauskone pakkauksestaan ja asenna pakkauksessa mukana olevat irralliset
osat.
5.1.1Paluukaapelin/puristimenasennus(KUVAE)
5.1.2Holkkikaapelinasennus(KUVAF)
5.2HITSAUSKONEENSIJOITTAMINEN
Sijoita kone alueelle, jolla jäähdytysilma-aukot eivät ole tukossa (siiven pakoiskierre,
jos sellainen on); tarkista, etteivät sähköä johtava pöly, syövyttävä höyry, kosteus jne.
pääse koneeseen.
Jätä hitsauskoneen ympärille vähintään 250 mm vapaata tilaa.
HUOM.! Hitsauskone on aina sijoitettava vaakatasoiselle, senpainon
kantavallepinnallekoneenkaatumisentaisiirtymisenvälttämiseksi.
5.3KYTKENTÄVERKKOON
- Ennen sähkökytkentöjen tekemistä tarkista, että hitsauskoneen kilvessä ilmoitettu
jännite ja taajuus vastaavat asennuspaikan käytettävissä olevan verkon arvoja.
- Hitsauskone tulee liittää ainoastaan syöttöjärjestelmiin, joissa on maadoitukseen
liitetty neutraalijohdin.
- Suojan varmistamiseksi epäsuoraa kosketusta vastaan käytä differentiaalikatkaisimia,
jotka ovat tyyppiä:
- Tyyppi A (
) yksivaiheisille laitteille;
- Tyyppi B (
) kolmivaiheisille laitteille.
- Normin EN 61000-3-11 (Flicker) vaatimusten täyttämiseksi suositellaan
hitsauslaitteen kytkemistä sähköverkon liitännän kohtiin, joiden impedanssi on alle:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Hitsauslaite ei vastaa normin IEC/EN 61000-3-12 vaatimuksia.
Jos se liitetään julkiseen sähköverkkoon, on asentajan tai käyttäjän vastuulla
tarkastaa, että hitsauslaite voidaan liittää siihen (ota tarvittaessa yhteys jakeluverkon
hoitajaan).
5.3.1Pistokejapistorasia
l iitä verkkojohtoon riittävällä kapasiteetilla varustettu pistoke (2P + P.E) (1~); (3P
+ P.E) (3~) ja käytä verkkopistorasiaa, jossa on sulakkeet tai automaattikatkaisin;
asianmukainen maadoitus liitetään syöttölinjan maadoitusjohtoon (keltavihreä).
Taulukossa (TAUL.1) ilmoitetaan suositeltavien hitaiden sulakkeiden arvot
ampeereissa hitsauskoneen tuottaman suurimman nimellisvirran pohjalta sekä syötön
nimellisjännitteen pohjalta.
HUOM.! Yllä olevien ohjeiden laiminlyöminen tekee koneen
turvajärjestelmän (luokka I) tehottomaksi aiheuttaen siten vakavan
henkilövahinkojen(esim.sähköisku)taiaineellistenvahinkojen(esim.tulipalo)
vaaran.
5.4HITSAUSPIIRINKYTKENNÄT
HUOM:!VARMISTAENNENSEURAAVIENKYTKENTÖJENTEKEMISTÄ,
ETTÄHITSAUSKONEONSAMMUTETTUJAIRROTETTUSÄHKÖVERKOSTA
Taulukossa (TAUL.1)esitetään hitsauskaapeleille suositeltavat arvot (yksikkö mm
2
)
hitsauskoneen tuottaman suurimman virran perusteella.
5.4.1TIG-hitsaus
Puristimenyhdistäminen
- Aseta virtakaapeli sopivaan pikaliittimeen (-). Liitä kolminapainen yhdistäjä
(puristimen painonappi) sopivaan liittimeen. Yhdistä puristimen kaasuputki
asianmukaiseen liitokseen.
Hitsausvirranpaluukaapelinyhdistäminen
- Se yhdistetään hitsattavaan kappaleeseen tai metalliseen telineeseen, jonka päälle
se on asetettu, mahdollisimman lähelle suoritettavaa liitosta.
Tämä kaapeli yhdistetään liittimeen, jossa on symboli (+).
Kaasupulloonyhdistäminen
- Ruuvaa paineenalennin kaasupullon venttiiliin asettamalla väliin sopiva alentaja,
joka on saatu lisävarusteena, käytettäessä Argon -kaasua.
- Yhdistä kaasun sisääntuloputki alentajaan ja kiristä varusteissa oleva vanne.
- Löysää paineenalentimen säätömutteria ennen kaasupullon venttiilin avaamista.
- Avaa kaasupullo ja säädä kaasun määrä (l/min) ohjeellisten käyttötietojen mukaan,
katso taulukko(TAUL.4); mahdolliset ulosvirtauksen korjaukset voidaan suorittaa
hitsauksen aikana käyttämällä aina paineenalentimen mutteria. Tarkasta putkistojen
ja liitosten pitävyys.
HUOMIO!Suljeainakaasupullonventtiilityönlopussa.
5.4.2MMA-HITSAUS
Melkein kaikki hitsauspuikot kytketään generaattorin positiiviseen (+) napaan.
Ainoastaan hapanpäällysteiset hitsauspuikot kytketään negatiiviseen (-) napaan.
Holkkikaapelinkytkentä
Tämän liitännässä on erikoispuristin elektrodin näkyvän osan kiinnitystä varten.
Kaapeli liitetään puristimeen, jossa symboli (+).
Hitsausvirranpaluukaapelinkytkentä
Kytketään suoraan työkappaleeseen tai työpenkkiin mahdollisimman lähelle tehtävää
hitsaussaumaa.
Kaapeli liitetään puristimeen, jossa symboli (-).
Suosituksia:
- Kierrä hitsauskaapeleiden liittimet pohjaan asti pikaliittimissä (jos sellaisia on)
täydellisen sähkökontaktin takaamiseksi; mikäli näin ei tehdä, liittimet ylikuumenevat
helposti, jolloin ne kuluvat nopeasti ja tapahtuu tehonmenetystä.
- Käytä mahdollisimman lyhyitä hitsauskaapeleita.
- Älä käytä työkappaleeseen kuulumattomia metallirakenteita hitsausvirran
paluukaapelin sijasta. Se voi johtaa vaaratilanteeseen tai epätyydyttävään
hitsaustulokseen.
6.HITSAUSMENETTELY
6.1TIG-hitsaus
TIG hitsaus on hitsausmenettely, joka hyödyntää sähkökaaren tuottamaa lämpöä,
joka sytytetään ja ylläpidetään sulamattoman elektrodin (volframi) ja hitsattavan
kappaleen välissä. Volframielektrodia tukee sopiva puristin hitsausvirran välittämiseksi
siihen sekä elektrodin itsensä ja hitsausliuoksen suojaamiseksi hapettumiselta
jalokaasuvirran avulla (normaalisti Argon: Ar 99.5 %), joka tulee ulos keraamisesta
suuttimesta (KUVA G).
Hyvän hitsauksen saamiseksi on välttämätöntä käyttää täsmälleen oikeaa elektrodin
halkaisijaa täsmälleen oikealla virralla, katso taulukko (TAUL3).
Koneen vaippaan asetettu taulukko suosittelee eripaksuisissa materiaaleissa
käytettäviä virta-arvoja, jotka viittaavat pehmeän teräksen tai ruostumattoman
teräksen hitsaamiseen tasavirralla.
Elektrodin normaali ulkonema keraamisesta suuttimesta on 2-3mm ja se voi olla 8mm
kulmahitsausta varten.
Hitsaus tapahtuu liitoksen päiden sulamisella. Oikealla tavalla valmistetut ohuet
vahvuudet (noin 1mm asti) eivät tarvitse lisäainemateriaalia (KUVA H).
Paksummilla vahvuuksilla sauvat, joilla on sama perusmateriaalin koostumus sekä
oikeanlainen halkaisija ovat välttämättömiä sopivalla terien valmistuksella (KUVA I).
Hitsauksen hyvän onnistumisen kannalta on suotavaa, että kappaleet ovat huolellisesti
puhdistettuja eikä niissä ole hapettumia, öljyjä, rasvoja, liuottimia jne.