- 34 -
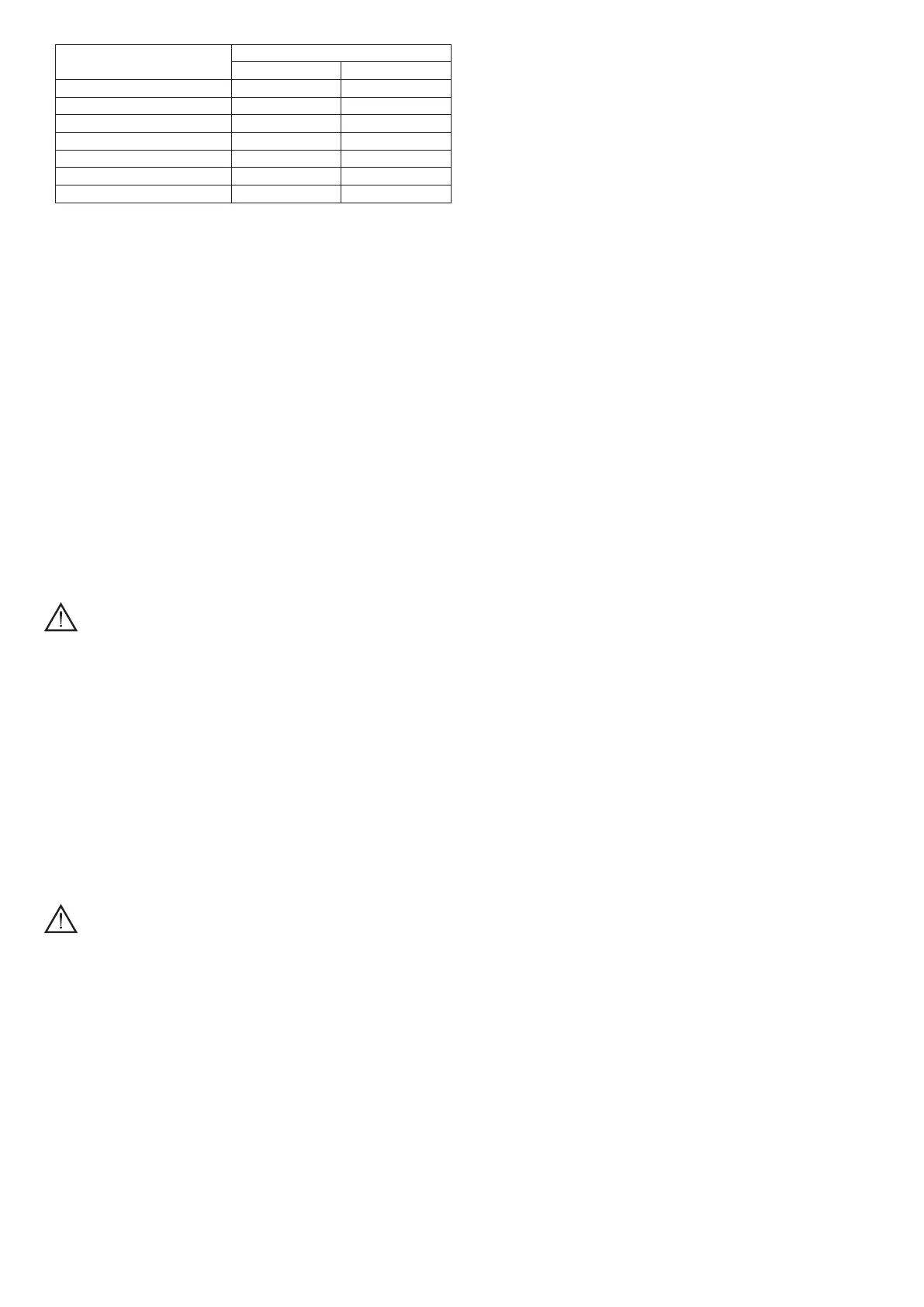
Ø Диаметрэлектрода(мм)
Токсварки, (A)
Ми. Мак.
1.6 25 50
2 40 80
2.5 60 110
3.2 80 160
4 120 200
5 150 280
6 200 350
- Помните, что механические характеристики сварочного шва зависят не только
от величины выбранного тока сварки, но и других параметров сварки, таких как
диаметр и качество электродов.
- Механические характеристики сварочного шва определяются, помимо
интенсивности выбранного тока, другими параметрами сварки: длиной дуги,
скоростью и положением выполнения, диаметром и качеством электродов
(для лучшей сохранности хранить электроды в защищенном от влаги месте, в
специальных упаковках или контейнерах).
- Характеристики сварки зависят также от величины СИЛЫ ДУГИ (динамическое
поведение) сварочного аппарата. Этот параметр задается на панели или при
помощи дистанционного управления, с 2 потенциометрами.
- Следует заметить, что высокие значения СИЛЫ ДУГИ дают большее
проникновение и позволяют проводить сварку в любом положении обычно
щелочными электродами, а низкие значения СИЛЫ ДУГИ дают более
плавную дугу и без брызг, обычно с рутиловыми электродами. Сварочный
аппарат дополнительно оборудован устройствами HOT START и ANTI STICK,
обеспечивающими легкий пуск и отсутствие приклеивания электрода к детали.
6.2.1Выполнение
- Держа маску ПЕРЕД ЛИЦОМ, прикоснитесь к месту сварки концом электрода,
движение вашей руки должно быть похоже на то, каким вы зажигаете спичку.
Это и есть правильный метод зажигания дуги.
Внимание: Не стучите электродом по детали, так как это может привести к
повреждению покрытия и затруднит зажигание дуги.
- Как только появится электрическая дуга, попытайтесь удерживать расстояние
до шва равным диаметру используемого электрода. В процессе сварки
удерживайте это расстояние постоянно для получения равномерного
шва. Помните, что наклон оси электрода в направлении движения должен
составлять около 20-30 градусов.
- Заканчивая шов, отведите электрод немного назад, по отношению к
направлению сварки, чтобы заполнился сварочный кратер, а затем резко
поднимите электрод из расплава для исчезновения дуги (Параметры
сварочныхшвов-Рис.N).
7.ТЕХОБСЛУЖИВАНИЕ
ВНИМАНИЕ! ПЕРЕД ПРОВЕДЕНИЕМ ОПЕРАЦИЙ
ТЕХОБСЛУЖИВАНИЯПРОВЕРИТЬ,ЧТОСВАРОЧНЫЙАППАРАТОТКЛЮЧЕН
ИОТСОЕДИНЕНОТСЕТИПИТАНИЯ.
7.1ПЛАНОВОЕТЕХОБСЛУЖИВАНИЕ
ОПЕРАЦИИ ПЛАНОВОГО ТЕХОБСЛУЖИВАНИЯ ВЫПОЛНЯЮТСЯ
ОПЕРАТОРОМ.
7.1.1Горелка
- Не оставляйте горелку или её кабель на горячих предметах, это может
привести к расплавлению изоляции и сделает горелку и кабель непригодными
к работе.
- Регулярно проверяйте крепление труб и патрубков подачи газа.
- Аккуратно соединить зажим, закручивающий электрод, шпиндель, несущий
зажим, с диаметром электрода, выбранным так. Чтобы избежать перегрева,
плохого распределения газа и соответствующей плохой работы.
- Проверять, минимум раз в день, степень износа и правильность монтажа
концевых частей горелки: сопла, электрода, держателя электрода, газового
диффузора.
7.2ВНЕПЛАНОВОЕТЕХОБСЛУЖИВАНИЕ
ВНЕПЛАНОВОЕТЕХОБСЛУЖИВАНИЕДОЛЖНООСУЩЕСТВЛЯТЬСЯТОЛЬКО
ОПЫТНЫМ ИЛИ КВАЛИФИЦИРОВАННЫМ В ЭЛЕКТРОМЕХАНИЧЕСКОЙ
ОБЛАСТИ ПЕРСОНАЛОМ СОГЛАСНО ПОЛОЖЕНИЯМ ТЕХНИЧЕСКОЙ
НОРМЫIEC/EN60974-4.
ВНИМАНИЕ! НИКОГДАНЕ СНИМАЙТЕ ПАНЕЛЬ И НЕ ПРОВОДИТЕ
НИКАКИХ РАБОТ ВНУТРИ КОРПУСА АППАРАТА, НЕ ОТСОЕДИНИВ
ПРЕДВАРИТЕЛЬНОВИЛКУОТЭЛЕКТРИЧЕСКОЙСЕТИ.
Выполнение проверок под напряжением может привести к серьезным
электротравмам, так как возможен непосредственный контакт с
токоведущимичастямиаппаратаи/илиповреждениямвследствиеконтакта
счастямивдвижении.
- Периодически с частотой, зависящей от использования и наличия пыли
окружающей среды, следует проверять внутреннюю часть аппарата сварки
для удаления пыли, откладывающейся на электронных платах, при помощи
очень мягкой щетки или специальных растворителей.
- Проверить при очистке, что электрические соединения хорошо закручены и на
кабелепроводке отсутствуют повреждения изоляции.
- После окончания операции техобслуживания верните панели аппарата на
место и хорошо закрутите все крепежные винты.
- Никогда не проводите сварку при открытой машине.
- После выполнения техобслуживания или ремонта подсоедините обратно
соединения и кабели так, как они были подсоединены изначально, следя
за тем, чтобы они не соприкасались с подвижными частями или частями,
температура которых может значительно повыситься. Закрепите все провода
стяжками, вернув их в первоначальный вид, следя за тем, чтобы соединения
первичной обмотки высокого напряжения были бы должным образом отделены
от соединений вторичной обмотки низкого напряжения.
Для закрытия металлоконструкции установите обратно все гайки и винты.
8.ПОИСКНЕИСПРАВНОСТЕЙ
В случаях неудовлетворительной работы аппарата, перед ПРОВЕДЕНИЕМ
СИСТЕМАТИЧЕСКОЙ ПРОВЕРКИ И обращением в сервисный центр, проверьте
следующее:
- Убедиться со ссылкой на градуированную в амперах шкалу, соответствует
диаметру и типу используемого электрода.
- Убедиться, что основной выключатель включен и горит соответствующая
лампа. Если это не так, то напряжение сети не доходит до аппарата, поэтому
проверьте линию питания (кабель, вилку и/или розетку, предохранитель и т. д.).
- Проверить, не загорелась ли желтая индикаторная лампа, которая
сигнализирует о срабатывании защиты от перенапряжения или недостаточного
напряжения или короткого замыкания.
- Для отдельных режимов сварки необходимо соблюдать номинальный
временной режим, т. е. делать перерывы в работе для охлаждения аппарата.
В случаях срабатывания термозащиты подождите, пока аппарат не остынет
естественным образом, и проверьте состояние вентилятора.
- Проверить напряжение сети. Если напряжение обслуживания слишком
высокое или слишком низкое, то аппарат не будет работать.
- Проверить напряжение линии: если значение слишком высокое или слишком
низкое, сварочный аппарат остается заблокированным.
- Убедиться, что на выходе аппарата нет короткого замыкания, в случае его
наличия, устраните его.
- Проверить качество и правильность соединений сварочного контура, в
особенности зажим кабеля массы должен быть соединен с деталью, без
наложения изолирующего материала (например, красок).
- Защитный газ должен быть правильно подобран по типу и процентному
специальных упаковках или контейнерах). содержанию (Аргон 99.5%).