- 61 -
hastighet och precision, gör att svetsen erbjuder en utmärkt svetskvalitet.
Regleringen med hjälp av ett “växelriktarsystem” vid inmatningen från matningslinjen
(primär) möjliggör dessutom en drastisk minskning av både transformatorns och
avvägningsreaktansens volym. Detta, i sin tur, gör det möjligt att konstruera en
svets av extremt begränsad volym och vikt och framhäva dess lätthanterlighet och
transporterbarhet.
2.2TILLBEHÖRPÅBEGÄRAN(omdeintemedföljer)
- Adapter för Argon-gastub.
- Återledarkabel för svetsström komplett utrustad med klämma för massa.
- Manuellt fjärrkommando med 1 potentiometer.
- Manuellt fjärrkommando med 2 potentiometrar.
- Fjärrkommando med pedal.
- Kit för MMA-svetsning.
- Kit för TIG-svetsning.
- Mask som mörknar automatiskt: med fast eller reglerbart lter.
- Anslutningsdon och slang för gas för anslutning till Argon-gastuben.
- Tryckregulator med manometer.
- Skärbrännare för TIG-svetsning.
- TIG-svetsbrännare med potentiometer.
- Vagn AMERICA.
3.TEKNISKADATA
3.1INFORMATIONSSKYLT(FIG.A)
Den viktigaste informationen gällande användningen av svetsen och dess prestationer
nns sammanfattad på en informationsskylt med följande betydelse:
1- Höljets skyddsgrad.
2- Symbol för matningslinjen:
1~: enfas växelspänning;
3~: trefas växelspänning.
3- Symbolen S : indikerar att svetsning kan utföras i miljö med ökad risk för elektrisk
stöt (t. ex. i närheten av stora metallmassor).
4- Symbol för den svetsningsprocess som förutses.
5- Symbol för maskinens inre struktur.
6- EUROPEISK referensnorm gällande säkerhet och konstruktion av maskiner för
bågsvetsning.
7- Serienummer för identiering av svetsen (oumbärlig vid teknisk service, beställning
av reservdelar, sökning efter produktens ursprung).
8- Svetsningskretsens prestationer:
- U
0
: Maximal spänningstopp på tomgång.
- I
2
/U
2
: Motsvarande normaliserad ström och spänning som kan fördelas av
svetsen under svetsningen.
- X:Intermittensförhållande: indikerar den tid under vilken svetsen kan fördela
den motsvarande strömmen (samma kolonn). Detta uttrycks i %, baserad på
en cykel på 10 minuters (t. ex. 60% = 6 minuters arbete, 4 minuters vila; och så
vidare).
Om utnyttjningsfaktorerna (värden på skylten, refererar till 40°C omgivande
temperaur) överskrids kommer det termiska skyddet att ingripa (svetsen
kommer att vara i stand-by tills dess temperatur ligger inom gränserna).
- A/V-A/V : Indikerar skalan för inställning av svetsströmmen (minimum -
maximum) och motsvarande bågspänning.
9- Matningslinjens egenskaper:
- U
1
: Växelspänning och frekvens för matning av maskinen (tillåtna gränser
±10%):
- I
1max
: Maximal ström som absorberas av linjen.
- I
1eff
: Reell matningsström.
10-
: Värde för de fördröjda säkringar som ska användas för att skydda linjen.
11- Symboler som hänvisar till säkerhetsnormer vars betydelse förklaras i kapitel 1
“Allmänna säkerhetsanvisningar för bågsvetsning”.
Anmärkning: I det exempel på skylt som nns här är symbolernas och siffrornas
betydelse indikativ; de exakta värdena för er svets tekniska data måste avläsas direkt
på den skylt som nns på själva svetsen.
3.2ANDRATEKNISKADATA
-SVETS: setabell1(TAB.1).
-SKÄRBRÄNNARE: setabell2(TAB.2).
Svetsensviktindikerasitabell1(TAB.1).
4.BESKRIVNINGAVSVETSEN
4.1BLOCKSCHEMA
Svetsen består huvudsakligen av effekt- och kontrollmoduler framställda på tryckta
kretsar, som optimerats för att uppnå bästa möjliga driftsäkerhet och minsta möjliga
underhåll.
Svetsen styrs av en mikroprocessor som gör det möjligt att ställa in ett stort antal
parametrar för att möjliggöra en optimal svetsning under alla olika förhållanden och på
alla olika typer av material. Man måste dock känna till svetsens funktionsmöjligheter
för att kunna använda dess egenskaper fullt ut.
Beskrivning(FIG.B)
1- Linjeingång för trefasmatning, likriktarenheten och nivelleringskondensatorerna.
2- Switch-transistorbrygga (IGBT) och drivers: växlar om den likriktade
matningsspänningen till växelspänning med hög frekvens och reglerar effekten i
enlighet med den svetsström/spänning som ställts in.
3- Högfrekvens transformator: den primära lindningen matas med den omvandlade
spänningen från block 2. Den har till uppgift att anpassa spänning och ström till
de värden som krävs för bågsvetsningen och att samtidigt isolera svetskretsen
galvaniskt från matningslinjen.
4- Sekundär brygg-likriktare med induktans för nivellering: omvandlar
växelspänningen/strömmen som fördelas av den sekundära lindningen till likström/
spänning med mycket låg strömkrusning.
5- Switch-transistorbrygga (IGBT) och drivers: omvandlar utströmmen till den
sekundära från likström till växelström för TIG AC-svetsning (om sådana nns).
6- Elektronik för kontroll och reglering: kontrollerar värdet för svetsströmmen
omedelbart, och jämför det med det värde som ställts in av operatören. Anpassar
styrimpulserna från IGBT:s drivers som utför regleringen.
7- Logik för kontroll av svetsens funktion: ställer in svetscyklerna, styr
manövreringsorganen, kontrollerar säkerhetssystemen.
8- Panel för inställning och visualisering av parametrarna och funktionssätten.
9- Generator för HF-tändning (om sådana nns).
10- Elektriskt manövrerad ventil skyddsgas EV (om sådana nns).
11- Fläkt för kylning av svetsen.
12- Fjärrstyrning.
4.2KONTROLL-,REGLERINGS-OCHANSLUTNINGSANORDNINGAR
4.2.1Bakrepanel(FIG.C)
1- Huvudströmbrytare O/OFF - I/ON.
2- Matningskabel (2P + J (enfas)), (3P + J (trefas)).
3- Koppling för anslutning av gasledningen (reducerare för pumptruck-svets) (om
sådana nns).
4- Säkring (om sådana nns).
5- Kontaktdon till vattenkylningsenheten (om sådana nns).
6- Kontaktdon för fjärrstyrning:
Det går att applicera tre olika typer av fjärrkontroller på svetsen genom det
särskilda 14-poliga kontaktdonet som sitter på baksidan. Varje enhet erkänns
automatiskt och gör att man kan reglera följande parametrar:
- Manuellfjärrkontrollmedenpotentiometer:
vrid potentiometerns ratt för att ändra huvudströmmen från min. till max. värde.
Regleringen av huvudströmmen går endast att utföra med fjärrkontrollen.
- Fjärrkontrollpedal:
Strömvärdet fastställs av pedalens läge. I läget TIG 2T fungerar pedalen
dessutom som startkommando för maskinen istället för svetsknappen (i
förekommande fall).
- Fjärrkontrollmedtvåpotentiometrar:
den första potentiometern reglerar huvudströmmen. Den andra
potentiometern reglerar en annan parameter som beror på aktivt svetsläge.
När du vrider potentiometern, visas parametern som du ändrar (som inte
längre kan kontrolleras med ratten på panelen). Betydelsen för den andra
potentiometern är: ARC FORCE i MMA-läget och SLUTRAMP i TIG-läget.
- TIG-svetsbrännaremedpotentiometer.
Föratt förhindra invändigabrott isvetsen,är användarenskyldig att
användaen5-poligbrännaretillallaTIG-BRÄNNAREmedenpotentiometerför
justeringpåbrännaren.
4.2.2FrämrepanelFIG.D
1- Positivt snabbuttag (+) för anslutning av svetskabeln.
2- Negativt snabbuttag (-) för anslutning av svetskabeln.
3- Kontaktdon för anslutning av svetsbrännarens kabel.
4- Koppling för anslutning av gasledningen till TIG-svetsbrännaren.
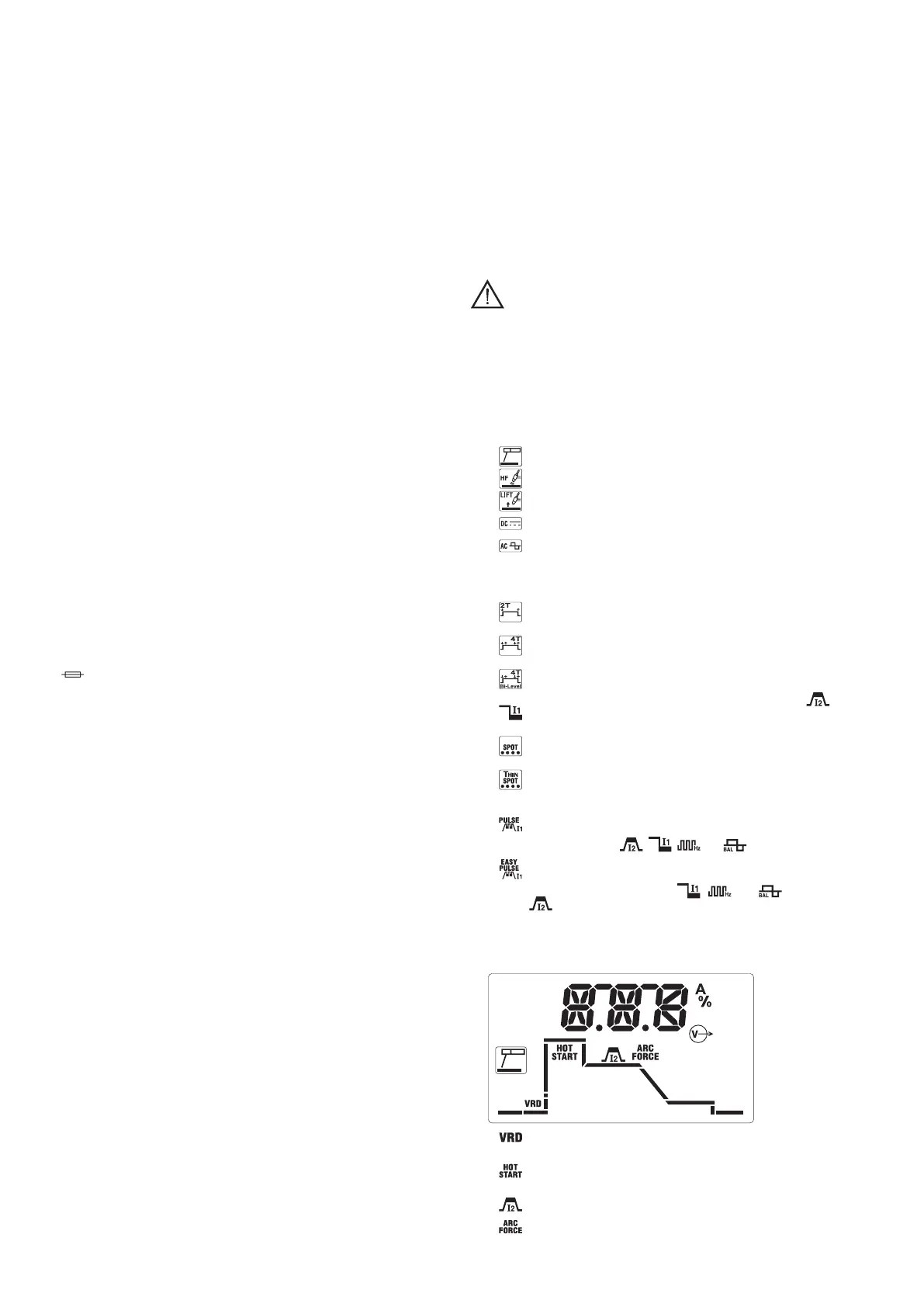
5- Kontrollpanel:
5a.Knappförinställningavtypavsvetsning(PROCESS).
Används för att välja önskad process:
-
svetsning med belagd elektrod (MMA).
-
TIG-svetsning med högfrekvenständning av bågen (TIG HF).
-
TIG-svetsning med kontakttändning av bågen (TIG LIFT).
-
i TIG-läge anger den svetsning med likström (DC).
-
i TIG-läge anger den svetsning med växelström (AC), på vissa modeller.
5b.KnappförinställningavcykelförTIG-svetsning(MODE).
Används för att välja funktionsläge.
Kortvarigttryck:
-
Svetsningen börjar när svetsknappen trycks in och slutar när svetsknappen
släpps.
-
Svetsningen börjar när svetsknappen trycks in och släpps och slutar inte
förrän svetsknappen återigen trycks in och släpps.
-
Svetsningen börjar när svetsknappen trycks in och släpps. Vid varje
kortvarigt tryck/uppsläpp ändras strömmen från inställt värde
till värdet
och tvärtom. Svetsningen avslutas när knappen trycks in och sedan släpps
i en lång förbestämd tid.
-
Används för att göra punktsvetsningar med kontroll av svetstiden på
displayen (blinkande ikon).
-
Används för att göra kortvariga punktsvetsningar (10-100 msek) med
kontroll av svetstiden på displayen (blinkande ikon).
Långvarigttryck(PULSE):
-
Används för att få strömpulser (byte av nivå) med fri inställning av
egenskapsparametrarna
, , och .
-
Används för att få strömpulser med automatisk inställning till fördenierade
värden av egenskapsparametrarna
, och baserat på inställd
ström
(dessa värden kan dock ändras).
5c.Flerfunktionsratt.
Baserat på inställningarna som gjorts med knapparna tillåter den att välja och
ställa in parametrarna och visa det inställda värdet på displayen.
IMMAkanföljandeparametrarändras:
- Aktivering/avaktivering av anordningen “Voltage Reduction Device” för
säker start med låg spänning.
-
Inledande överström (inställning 0-100 %) för att optimera tändning av
svetsbågen.
-
Svetsningens huvudström (utgångsström i Ampere).
-
Dynamisk överström (inställning 0-100 %) för att optimera svetsödet och
undvika att elektroden fastnar.