- 22 -
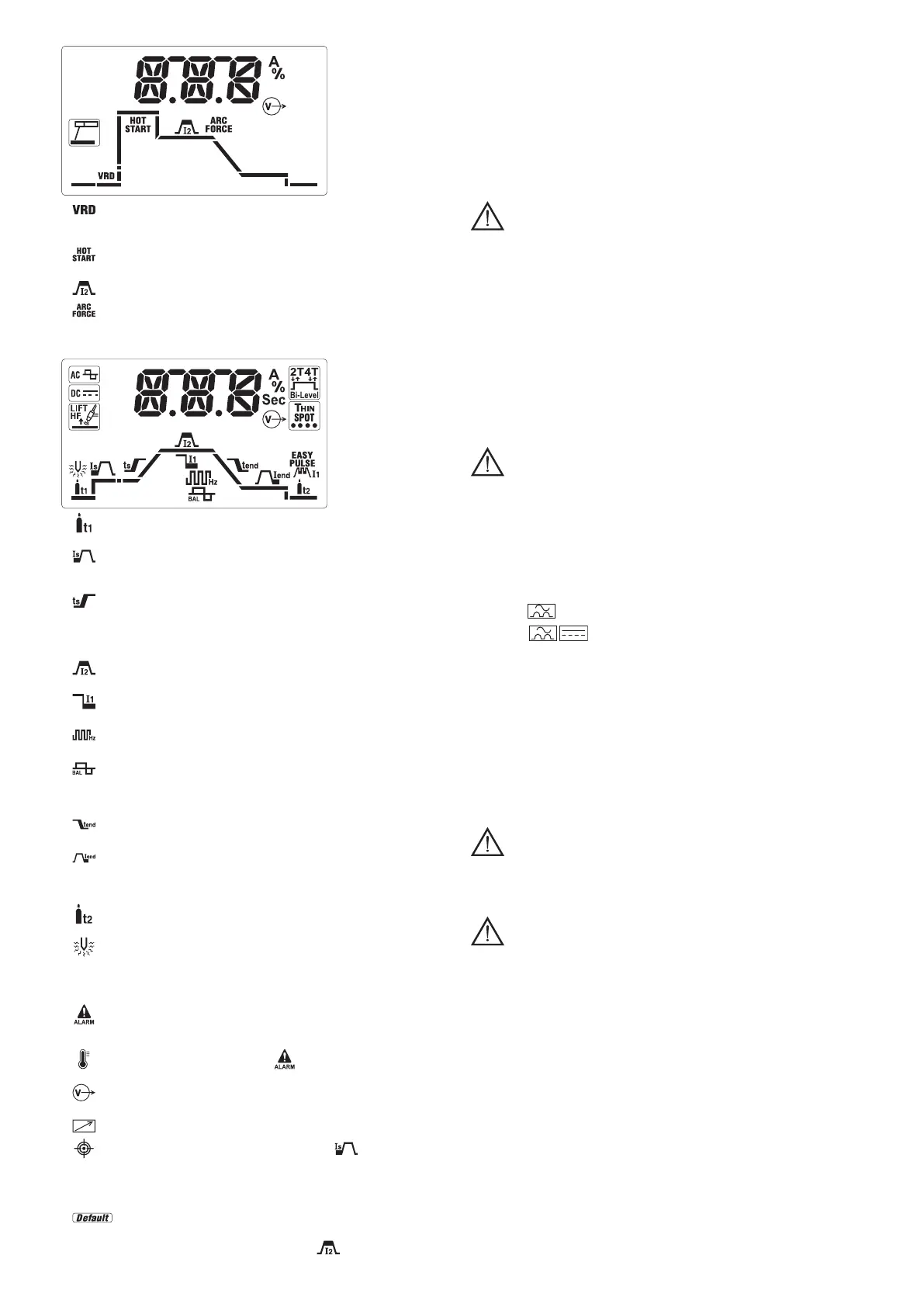
- habilitación/deshabilitación del dispositivo “Voltage Reduction Device”
(Dispositivo de reducción de tensión) para en arranque en condiciones de
seguridad con baja tensión.
-
sobrecorriente inicial (regulación 0-100%) para optimizar el cebado del
arco de soldadura.
-
corriente principal de soldadura (corriente de salida en Amperios).
-
sobrecorriente dinámica (regulación 0-100%) para optimizar la uidez de
la soldadura y evitar que se pegue el electrodo.
EnespecialenTIGlosparámetrosmodicablesson:
- tiempo pre-gas de ujo de gas de protección antes del arranque de la
soldadura (regulación 0-10 segundos).
-
corriente inicial mantenida durante un tiempo jo en 2T (50mseg) y durante
un tiempo igual al mantenimiento del pulsador apretado en 4T (regulación
0-100%).
-
tiempo de rampa inicial de la corriente del valor I
s
a I
2
(regulación 0,1-10
segundos). En OFF rampa no presente.
Nota:losparámetrosI
s
y T
s
puedenmodicarsetambiénconmandoremoto
de pedal, sin embargo,la regulacióndebe efectuarseantes deactivar el
mandomismo.
-
corriente principal de soldadura, en modo PULSADO y Bi-Level es la
corriente de nivel más alto (corriente de salida en Amperios).
-
corriente de base, en modo PULSADO y Bi-Level es el valor que puede
alternarse con el principal durante la soldadura (regulación en Amperios).
-
frecuencia de pulsación y para los modelos AC/DC en TIG AC representa
la frecuencia de la corriente de soldadura (regulación en Hercios).
-
porcentaje equilibrado, en modo PULSADO es la relación entre el tiempo
en que la corriente está en el nivel más alto y el periodo total de pulsación, para
los modelos AC/DC en TIG AC representa la relación entre tiempo con corriente
positiva y tiempo con corriente negativa.
-
tiempo de rampa nal de la corriente desde el valor I
2
a I
end
(regulación
0,1-10 segundos). En OFF rampa no presente.
-
corriente nal, en 2T es la corriente que se mantiene después de la rampa
nal si el tiempo de rampa es superior a cero, en 4T es la corriente que se
mantiene después de la rampa nal durante el tiempo en que el pulsador de
antorcha permanece apretado.
-
tiempo post-gas de ujo de gas de protección a partir del paro de la
soldadura (regulación 0-10 segundos).
-
energía de precalentamiento, si está previsto, solo para los modelos AC/
DC en TIG AC regula el precalentamiento del electrodo para facilitar el arranque
(regulación 2,6-53 A*Seg). En OFF precalentamiento no presente.
Otrosiconosindicativospresenteseneldisplay:
-
aviso de señalación/alarma en general combinado con el código indicado
en el display, llama la atención sobre la posible anomalía/protección automática
activa en la soldadora.
-
protección térmica, combinado con y código en el display, aviso de
condición de que se ha alcanzado uno de los límites de calentamiento interno.
-
salida activa, indica la presencia de tensión (potencia habilitada) en las
tomas de salida de la soldadora.
-
mando a distancia, indica conexión y control activo del mando a distancia.
-
soldadora por puntos de posición, en 4T con inferior a un valor
predenido indica la conguración de una corriente inicial mínima que hace
visible el arco de soldadura con pulsador apretado. Esto permite elegir con
precisión el punto de arranque de la soldadura (si la corriente inicial se congura
más allá de un cierto límite la función se deshabilita automáticamente).
-
parámetros de fábrica, indica la conguración de todos los parámetros
a un valor predenido útil para una amplia operatividad. El usuario puede
congurar según desee la corriente principal
sin alterar las otras
conguraciones automáticas.
Se puede reactivar en todo momento esta condición apagando y encendiendo la
soldadora con el pulsador del mando multifunción (FIG. D - 5c) apretado.
Mensajesdealarmaindicativoseneldisplayalfanumérico(FIG.D-5d):
- AL.1 : intervención de la protección térmica del circuito primario (si se ha
previsto).
- AL.2 : intervención de la protección térmica del circuito secundario.
- AL.3 : intervención de la protección por sobretensión de la línea de alimentación.
- AL.4 : intervención de la protección por subtensión de la línea de alimentación.
- AL.8 : tensión auxiliar fuera del intervalo admitido.
El restablecimiento es automático cuando naliza la causa de la alarma.
5.INSTALACIÓN
¡ATENCIÓN!EFECTUARTODASLASOPERACIONESDEINSTALACIÓN
Y CONEXIONES ELÉCTRICAS CON LA SOLDADORA RIGUROSAMENTE
APAGADAYDESCONECTADADELAREDDEALIMENTACIÓN.
LAS CONEXIONES ELÉCTRICAS DEBEN SER EFECTUADAS EXCLUSIVAMENTE
PORPERSONALEXPERTOOCUALIFICADO.
5.1PREPARACIÓN(FIG.P)
Desembalar la soldadora, efectuar el montaje de las partes que están separadas,
contenidas en el embalaje.
5.1.1Ensamblajedelcablederetorno-pinza(FIG.E)
5.1.2Ensamblajedelcabledesoldadura-pinzaportaelectrodo,(FIG.F)
5.2UBICACIÓNDELASOLDADORA
Localizar el lugar de instalación de la soldadora de manera que no haya obstáculos
cerca de la apertura de entrada y de salida del aire de enfriamiento (circulación
forzada a través de ventilador, si está presente); asegúrese al mismo tiempo que no
se aspiran polvos conductivos, vapores corrosivos, humedad, etc...
Mantener al menos 250 mm de espacio libre alrededor de la soldadora.
¡ATENCIÓN!Coloquelasoldadoraencimadeunasupercieplanacon
unacapacidadadecuadaparaelpeso,paraevitarquesevuelqueosedesplace
peligrosamente.
5.3CONEXIÓNALARED
- Antes de efectuar cualquier conexión eléctrica, compruebe que los datos de la
chapa de la soldadora correspondan a la tensión y frecuencia de red disponibles en
el lugar de instalación.
- La soldadora debe conectarse exclusivamente a un sistema de alimentación con
conductor de neutro conectado a tierra.
- Para garantizar la protección contra el contacto indirecto usar interruptores
diferenciales de tipo:
- Tipo A (
) para máquinas monofásicas;
- Tipo B (
) para máquinas trifásicas.
- Con el n de cumplir los requisitos de la Norma EN 61000-3-11 (Flicker), se aconseja
la conexión de la soldadora a los puntos de interfaz de la red de alimentación que
presentan una impedancia menor de:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- La soldadora no cumple los requisitos de la norma IEC/EN 61000-3-12.
Si la misma se conecta a una red de alimentación pública, es responsabilidad
del instalador o del usuario comprobar que la soldadora pueda conectarse (si
necesario, consultar el gestor de la red de distribución).
5.3.1Enchufeytoma
conectar al cable de alimentación un enchufe normalizado, (2P + P.E) (1~); (3P +
P.E) (3~) de capacidad adecuada y preparar una toma de red dotada de fusibles o
interruptor automático; el relativo terminal de tierra debe conectarse al conducto de
tierra (amarillo-verde) de la línea de alimentación. La tabla (TAB.1) indica los valores
aconsejados en amperios de los fusibles retrasados en base a la corriente máxima
nominal distribuida por la soldadora, y a la tensión nominal de alimentación.
¡ATENCIÓN! La falta de respeto de las reglas antes expuestas hace
inecaz el sistema de seguridad previsto por el fabricante (clase I) con los
consiguientesgravesriesgosparalaspersonas(Ej.Descargaeléctrica)ypara
lascosas(Ej.incendio).
5.4CONEXIONESDELCIRCUITODESOLDADURA
¡ATENCIÓN! ANTES DE EFECTUAR LAS SIGUIENTES CONEXIONES
ASEGURARSEDEQUELASOLDADORAESTÁAPAGADAYDESCONECTADA
DELAREDDEALIMENTACIÓN.
La Tabla (TAB.1) indica los valores aconsejados para los cables de soldadora (en
mm
2
) en base a la máxima corriente distribuida por la soldadora.
5.4.1SoldaduraTIG
Conexión del soplete
- Introducir el cable portacorriente en el relativo borne rápido (-). Conectar el conector
de tres polos (pulsador soplete) en la toma relativa. Conectar el tubo de gas del
soplete en el racor relativo.
Conexión del cable de retorno de la corriente de soldadura
- Se conecta a la pieza a soldar o al banco metálico en el que se apoya, lo más cerca
posible de la junta en ejecución.
Este cable se conecta al borne con el símbolo (+).
Conexión a la bombona de gas
- Atornillar el reductor de presión a la válvula de la bombona de gas poniendo la
reducción adecuada suministrada como accesorio, cuando se utilice gas Argón.
- Conectar el tubo de entrada del gas al reductor y ajustar la brida incluida.
- Aojar la abrazadera de regulación del reductor de presión antes de abrir la válvula
de la bombona.
- Abrir la bombona y regular la cantidad de gas (l/min) según los datos de orientación
de empleo, véase la tabla (TAB.4); eventuales ajustes del ujo de gas pueden
efectuarse durante la soldadura usando siempre la abrazadera del reductor de
presión. Comprobar la estanqueidad de tuberías y racores.
¡ATENCIÓN! Cerrar siempre la válvula de la bombona de gas al nal del
trabajo.