- 82 -
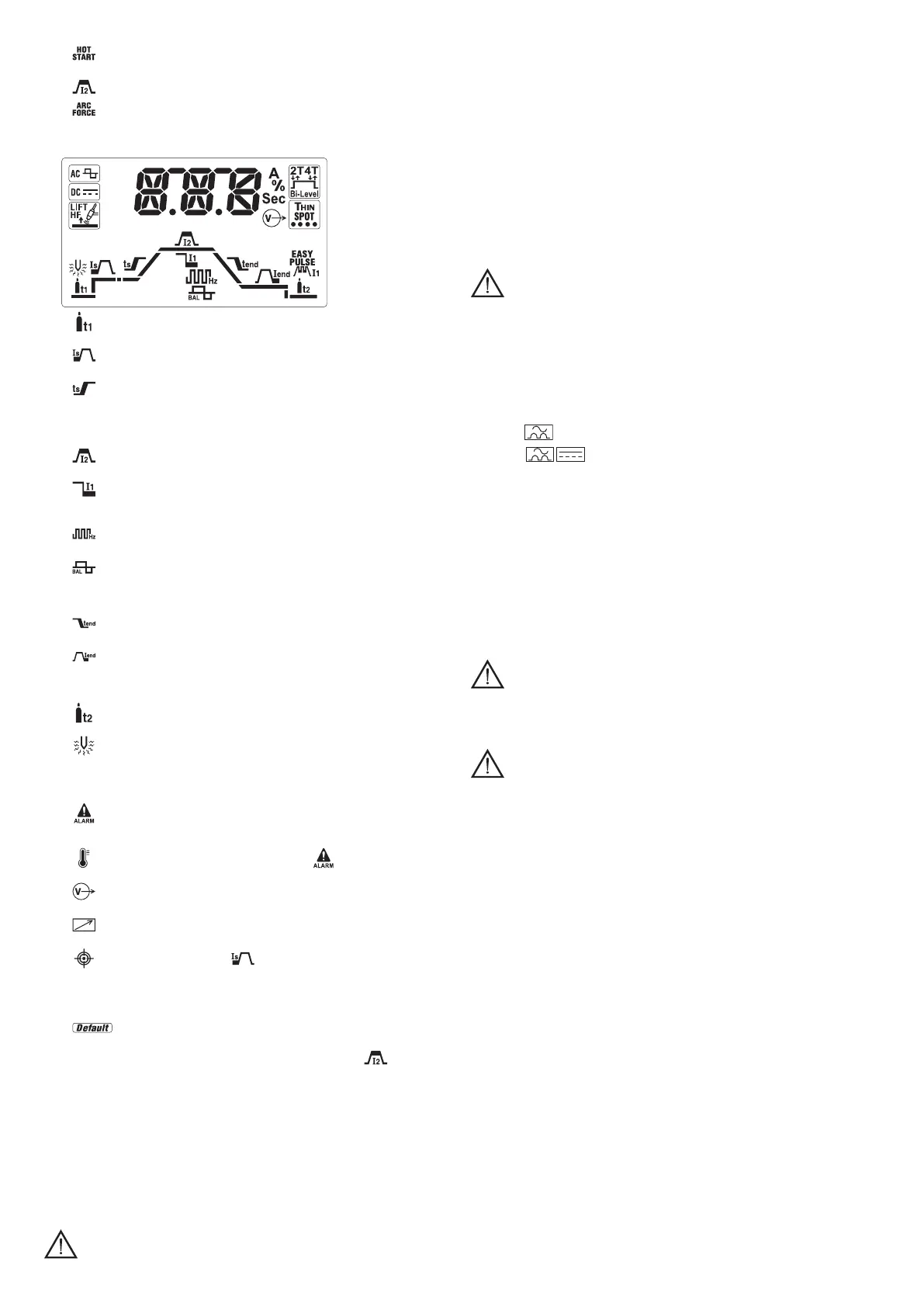
- počáteční nadproud (nastavení 0-100 %) pro optimalizaci zapálení
svařovacího oblouku;
-
hlavní svařovací proud (výstupní proud v ampérech);
-
dynamický nadproud (nastavení 0-100 %) pro optimalizaci plynulosti
svařování a zabránění přilepení elektrody.
KonkrétněvrežimuTIGkměnitelnýmparametrůmpatří:
- doba předfuku za účelem odtoku ochranného plynu před zahájením
svařování (nastavení 0-10 sekund);
-
počáteční proud, udržovaný po pevnou dobu v 2T (50 ms) a po dobu
udržování tlačítka ve stisknutém stavu ve 4T (nastavení 0-100 %);
-
doba počáteční rampy proudu z hodnoty I
s
na I
2
(nastavení 0,1-10 sekund).
V režimu OFF rampa není součástí.
POZN.:ParametryI
s
a T
s
lzeměnittaképrostřednictvímdálkovéhoovládání
pedálem,avšaknastavenímusíbýtprovedenoještěpředaktivacísamotného
ovládacíhopříkazu;
-
hlavní svařovací proud - v PULZNÍM režimu a v režimu Bi-Level se jedná o
proud na nejvyšší úrovni (výstupní proud v ampérech);
-
základní proud - v PULZNÍM režimu a v režimu Bi-Level se jedná o
hodnotu, která může být během svařování střídána s hlavním proudem
(nastavení v ampérech);
-
frekvence pulzace - u modelů AC/DC v TIG AC představuje frekvenci
svařovacího proudu (nastavení v hertzech);
-
procentuální podíl vyvážení - v pulzním režimu se jedná o poměr mezi
dobou, kdy se proud nachází na nejvyšší úrovni, a celkovou dobou pulzace - u
modelů AC/DC v TIG AC představuje poměr mezi dobou s kladným proudem a
dobou se záporným proudem;
-
doba závěrečné rampy proudu z hodnoty I
2
na I
end
(nastavení 0,1-10
sekund). V režimu OFF rampa není součástí.
-
závěrečný proud - v 2T se jedná o proud udržovaný po závěrečné rampě,
když je doba rampy větší než nula, a v 4T se jedná o proud udržovaný po
závěrečné rampě po celou dobu, kdy tlačítko svařovací pistole zůstane
stisknuto;
-
doba dofuku za účelem odtoku ochranného plynu počínaje zastavením
svařování (nastavení 0-10 sekund);
-
energie předehřevu - je-li součástí, pouze u modelů AC/DC v TIG AC
nastavuje předehřev elektrody z důvodu snazšího zahájení (nastavení 2,6-53
A*s). V režimu OFF předehřev není součástí.
Dalšíikony,kterésenacházejínadispleji:
-
oznámení o signalizaci/alarmu - obvykle je spojeno s kódem uvedeným na
displeji a upozorňuje na možnou poruchu / automatickou aktivaci ochrany ve
svářečce;
-
signalizace tepelné ochrany - je přiřazena k a kódu na displeji, která
představuje oznámení o stavu dosažení limitů vnitřního ohřevu;
-
aktivní výstup - informuje o přítomnosti napětí (aktivovaný výkon) ve
výstupních zásuvkách svářečky;
-
dálkové ovládání - informuje o připojení a aktivním řízení dálkového
ovládání;
-
ukazatel polohy - v 4T s menší, než je přednastavená hodnota,
informuje o nastavení minimálního počátečního proudu, který umožňuje
viditelnost svářecího oblouku při stisknutém tlačítku. To umožňuje přesný výběr
bodu zahájení svařování (při nastavení počátečního proudu nad určitý limit
dojde automaticky ke zrušení uvedené funkce);
-
parametry z výrobního závodu - informuje o nastavení všech parametrů
na přednastavenou hodnotu, užitečnou pro velký rozsah provozovaných
činností. Uživatel může dle potřeby nastavit hlavní proud
beze změny
dalších automatických nastavení.
Tento stav je možné kdykoli znovu aktivovat vypnutím a zapnutím svářečky, a to
stisknutím tlačítka multifunkčního otočného ovladače (OBR. D - 5c).
Hlášeníalarmu,zobrazovanénaalfanumerickémdispleji(OBR.D-5d):
- AL.1: aktivace tepelné ochrany primárního obvodu (je-li součástí).
- AL.2: aktivace tepelné ochrany sekundárního obvodu.
- AL.3: aktivace ochrany následkem přepětí napájecího vedení.
- AL.4: aktivace ochrany následkem podpětí napájecího vedení.
- AL.8: pomocné napětí se nachází mimo určený rozsah.
Obnovení činnosti proběhne automaticky, bezprostředně po zrušení příčiny
alarmu.
5.INSTALACE
UPOZORNĚNÍ! VŠECHNY OPERACE SPOJENÉ S INSTALACÍ A
ELEKTRICKÝMZAPOJENÍMSVAŘOVACÍHOPŘÍSTROJESEMUSÍPROVÁDĚT
PŘÍ VYPNUTÉM SVAŘOVACÍM PŘÍSTROJI, ODPOJENÉM OD NAPÁJECÍHO
ROZVODU.
ELEKTRICKÉ ZAPOJENÍ MUSÍ BÝT PROVEDENO VÝHRADNĚ ZKUŠENÝM A
KVALIFIKOVANÝMPERSONÁLEM.
5.1MONTÁŽ(OBR.P)
Rozbalte svařovací přístroj a proveďte montáž oddělených částí nacházejících se v
obalu.
5.1.1Montážzemnicíhokabelu-kleští(OBR.E)
5.1.2Montážsvařovacíhokabelu-držákuelektrody(OBR.F)
5.2UMÍSTĚNÍSVAŘOVACÍHOPŘÍSTROJE
Vyhledejte místo pro instalaci svařovacího přístroje, a to tak, aby se v blízkosti otvorů
pro vstup a výstup chladicího vzduchu (nucený oběh prostřednictvím ventilátoru - je-li
součástí) nenacházely překážky; mezitím se ujistěte, že se nebude nasávat vodivý
prach, korozivní výpary, vlhkost atd.
Kolem svařovacího přístroje udržujte volný prostor minimálně do vzdálenosti 250 mm.
UPOZORNĚNÍ!Umístětesvařovacípřístrojnarovnýpovrchsnosností,
která je úměrná jeho hmotnosti, abyste předešli jeho převrácení nebo
nebezpečnýmpřesunům.
5.3PŘIPOJENÍDOSÍTĚ
- Před realizací jakéhokoli elektrického zapojení zkontrolujte, zda jmenovité údaje
svařovacího přístroje odpovídají napětí a frekvenci sítě, která je k dispozici v místě
instalace.
- Svařovací přístroj musí být připojen výhradně k napájecímu systému s uzemněným
nulovým vodičem.
- Za účelem zajištění ochrany proti nepřímému doteku používejte nadproudové relé
typu:
- Typ A (
) pro jednofázové stroje;
- Typ B (
) pro trojfázové stroje.
- Abyste dodrželi požadavky stanovené normou EN 61000-3-11 (Flicker),
doporučujeme vám připojit svařovací přístroj k bodům rozhraní napájecí sítě
s impedancí nepřesahující:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Svařovací přístroj nesplňuje požadavky normy IEC/EN 61000-3-12.
Při připojení k veřejné napájecí síti instalatér nebo uživatel odpovídá za ověření
toho, zda lze svařovací přístroj připojit (dle potřeby musí konzultovat správce
rozvodné sítě).
5.3.1Zástrčkaazásuvka
K napájecímu kabelu připojte normalizovanou zástrčku (2P + Z (1~)) - (3P + Z (3~))
vhodné proudové kapacity a připravte síťovou zásuvku vybavenou pojistkami nebo
automatickým jističem; příslušný zemnicí kolík bude muset být připojen k zemnicímu
vodiči (žlutozelený) napájecího vedení. V tabulce (TAB. 1) uvádíme doporučené
hodnoty pomalých pojistek, vyjádřené v ampérech, zvolených na základě maximální
jmenovité hodnoty proudu dodávaného svařovacím přístrojem a na základě
jmenovitého napájecího napětí.
UPOZORNĚNÍ! Nerespektování výše uvedených pravidel budemít za
následek neúčinnost bezpečnostního systému navrženého výrobcem (třídy
I)snáslednýmvážnýmohroženímosob (např.zásahelektrickýmproudem)a
majetku(např.požár).
5.4ZAPOJENÍSVAŘOVACÍHOOBVODU
UPOZORNĚNÍ!PŘEDPROVÁDĚNÍMOPERACÍÚDRŽBYSEUJISTĚTE,
ŽEJESVAŘOVACÍPŘÍSTROJVYPNUTAODPOJENODNAPÁJECÍSÍTĚ.
V tabulce (TAB.1)uvádíme hodnoty doporučené pro svařovací kabely (v mm
2
) na
základě maximálního proudu dodávaného svařovacím přístrojem.
5.4.1SvařováníTIG
Zapojenísvařovacípistole
- Zapojte kabel svařovacího proudu do příslušné rychlosvorky (-). Připojte třípólový
konektor (tlačítka svařovací pistole) do příslušné zásuvky. Zapojte plynovou hadici
svařovací pistole k příslušné spojce.
Zapojenízemnicíhokabelusvařovacíhoproudu
- Zemnicí kabel je třeba připojit ke svařovanému dílu nebo ke kovovému stolu, na
kterém je uložen, co nejblíže k vytvářenému spoji.
Tento kabel je třeba připojit ke svorce označené symbolem (+).
Připojeníktlakovéláhvisplynem
- Zašroubujte reduktor tlaku k ventilu tlakové láhve s plynem a v případě použití plynu
argon mezi ně vložte příslušnou redukci, dodanou formou příslušenství.
- Připojte přívodní hadici plynu k reduktoru tlaku a utáhněte stahovací pásku z
příslušenství.
- Před otevřením ventilu tlakové láhve s plynem povolte kruhovou matici regulace
reduktoru tlaku.
- Otevřete tlakovou láhev a nastavte množství plynu (l/min) podle orientačních
údajů použití, viz tabulka (TAB. 4); případná nastavení odtoku plynu mohou být
provedena během svařování, prostřednictvím kruhové matice reduktoru tlaku.
Zkontrolujte těsnost hadic a spojek.
UPOZORNĚNÍ!Poukončeníprácepokaždézavřeteventilplynovéláhve.
5.4.2SvařováníMMA
Téměř všechny obalené elektrody se připojují ke kladnému pólu (+) zdroje; pouze ve
výjimečných případech u kyselých elektrod se připojují k zápornému pólu (-)
Zapojenísvařovacíhokabelu-držákuelektrody
Na jeho konci je upevněna speciální svěrka, sloužící k sevření obnažené části elektrody.
Tento kabel je třeba připojit ke svorce označené symbolem (+).
Zapojenízemnicíhokabelusvařovacíhoproudu
Zemnicí kabel je třeba připojit ke svařovanému dílu nebo ke kovovému stolu, na
kterém je uložen, co nejblíže k vytvářenému spoji.
Tento kabel je třeba připojit ke svorce označené symbolem (-).
Doporučení:
- Zašroubujte konektory svařovacích kabelů až na doraz do zásuvek umožňujících
rychlé připojení (jsou-li součástí) kvůli zajištění dokonalého elektrického kontaktu;
v opačném případě bude docházet k přehřívání samotných konektorů s jejich
následným rychlým opotřebením a ztrátou účinnosti.
- Používejte co možná nejkratší svařovací kabely.
- Vyhněte se použití kovových struktur, které netvoří součásti opracovávaného