- 92 -
ŠeposebejsopriTIGspremenljiviparametri:
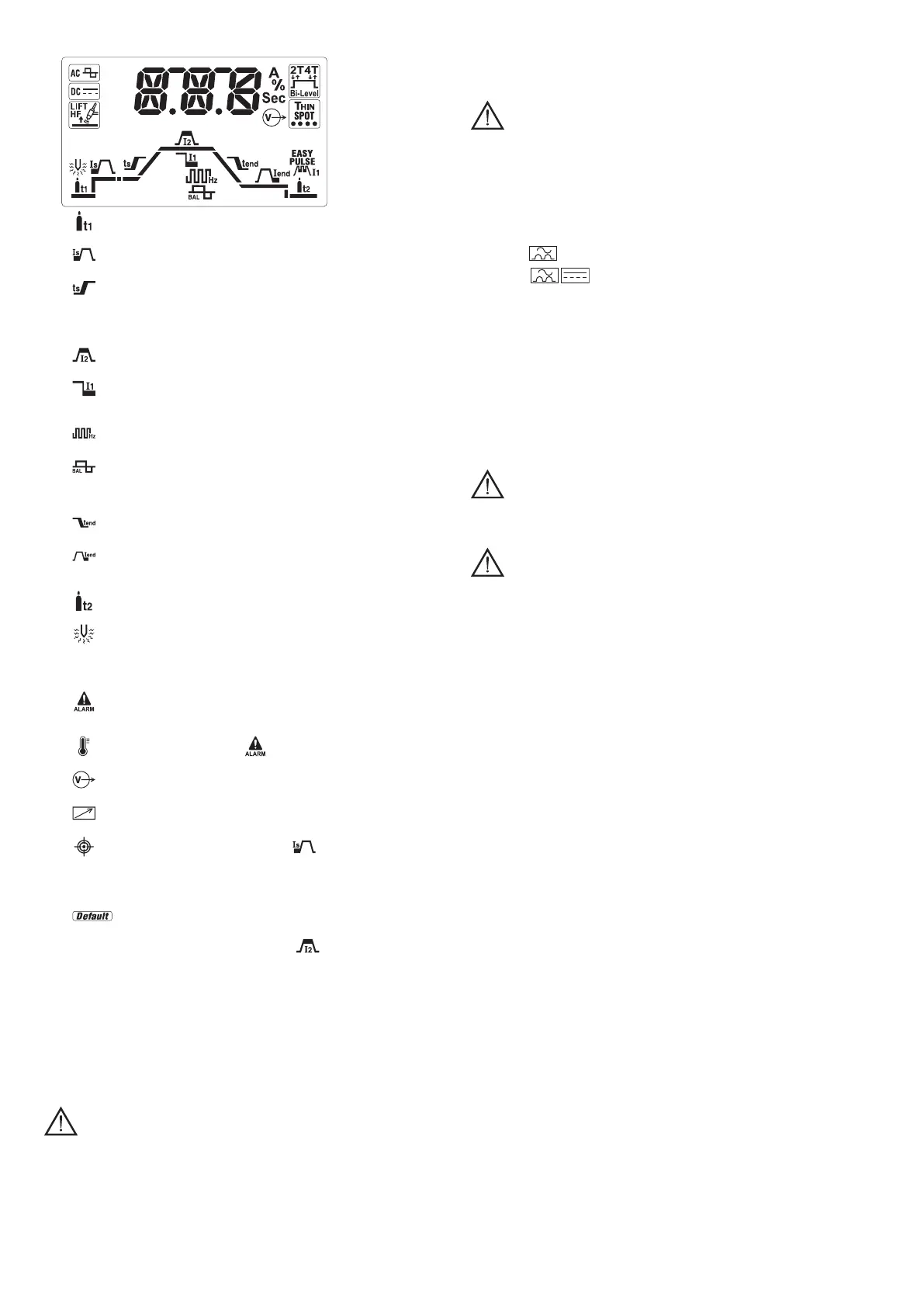
- čas pred-plina za iztekanje zaščitnega plina pred začetkom varjenja
(uravnavanje 0-10 sekund).
-
začetni tok, vzdrževan za ksen čas 2 KORAKA (50 ms) in za čas, enak
vzdrževanju pritisnjenega gumba, pri 4 KORAKIH (uravnavanje 0-100%).
-
čas začetne rampe toka od vrednosti I
s
do I
2
(uravnavanje 0,1-10 sekund).
V načinu OFF rampe ni.
OPOMBA: Parametra I
s
in T
s
je mogoče spreminjati tudi z daljinskim
krmiljenjem s pedalom, uravnavanje pa je treba izvesti pred proženjem
samegaukaza.
-
glavni varilni tok, v načinih PULZNO in Bi-level je tok na najvišjem nivoju
(izhodni tok v amperih).
-
osnovni varilni tok, v načinih PULZNO in Bi-Level je vrednost, ki jo je
mogoče izmenjevati z glavno vrednostjo med varjenjem (uravnavanje v
amperih).
-
frekvenca pulziranja in za modele AC/DC v TIG AC predstavlja frekvenco
varilnega toka (uravnavanje v hercih).
-
odstotek uravnoteženja v PULZNEM načinu je razmerje med časom, v
katerem je tok najvišji, in skupnim časom pulziranja. Za modele AC/DC v TIG AC
predstavlja razmerje med časom s pozitivnim tokom in časom z negativnim
tokom.
-
čas končne rampe toka od vrednosti I
2
do I
end
(uravnavanje 0,1-10 sekund).
V načinu OFF rampe ni.
-
končni tok v 2 KORAKIH je vzdrževani tok po končni rampi, če je čas
rampe večji od nič, v 4 KORAKIH pa je vzdrževani tok po končni rampi za ves
čas, ko ostane pritisnjen gumb na elektrodnem držalu.
-
čas po-plinu je čas iztekanja zaščitnega plina od zaustavitve varjenja
(uravnavanje 0-10 sekund).
-
energija za predogrevanje, če je predvidena, samo za modele AC/DC v
TIG AC uravnava predogrevanje elektrode, ki olajša začetek varjenja
(uravnavanje 2,6-53 A* sekund). V načinu OFF rampe ni.
Drugeindikatorskeikone,prisotnenazaslončku:
-
obvestilo o signalu/alarmu, navadno povezano s kodo, prikazano na
zaslončku, ki pritegne pozornost na morebitno nepravilnost/samodejno zaščito,
aktivno na varilnem aparatu.
-
termična zaščita, povezana z in kodo na zaslončku, opozorilo, ki se
pojavi, če je dosežena omejitev notranjega segrevanja.
-
aktivni izhod, ki kaže prisotnost napetosti (moč usposobljena) na izhodnih
vtičnicah varilnega aparata.
-
daljinsko krmiljenje, kaže povezavo in aktiven nadzor z daljinskim
krmiljenjem.
-
točkalnik na položaju, v 4 korakih z , nižjim od prednastavljene
vrednosti, ki pomeni nastavitev minimalnega začetnega toka, zaradi katerega je
viden varilni oblok, ko je gumb pritisnjen. To omogoča natančno izbiro začetne
točke varjenja (če je začetni tok nastavljen prek določene omejitve, se funkcija
samodejno onemogoči).
-
tovarniške nastavitve, ki pomenijo nastavitev vseh parametrov na
prednastavljeno vrednost, uporabno za veliko delovno območje. Uporabnik
lahko po lastnih željah nastavi glavni tok
brez spreminjanja drugih
samodejnih nastavitev.
V katerem koli trenutku je mogoče spet aktivirati ta pogoj, tako da ugasnete in
prižgete varilni aparat s pritiskom na gumb večfunkcijske ročice (SLIKA D - 5c).
Sporočilaoalarmih,prikazananaalfanumeričnemzaslončku(SLIKAD-5d):
- AL.1 : poseg termične zaščite glavnega vezja (če je predvidena).
- AL.2 : poseg termične zaščite pomožnega vezja.
- AL.3 : poseg zaščite pred prenapetostjo napajalne linije.
- AL.4 : poseg zaščite pred prenizko napetostjo napajalne linije.
- AL.8 : pomožna napetost zunaj območja.
Ponoven vžig je samodejen, ko je odstranjen vzrok alarma.
5.NAMESTITEV
POZOR! VSE FAZE NAMESTITVE IN PRIKLJUÈITVE NAPRAVE NA
ELEKTRIÈNITOKMORAJOBITIIZVEDENE,KOJEVARILNIAPARATIZKLJUÈEN
INIZKLOPLJENIZELEKTRIÈNEGAOMREŽJA.
ELEKTRIÈNOPRIKLJUÈITEVSMEIZVESTILEUSPOSOBLJENOOSEBJE.
5.1SESTAVLJANJE(SLIKAP)
Iz ovoja odstranite dele varilnega aparata, pritrdite priložene dele.
5.1.1Pritrditevizhodnegakabla-klešèe(SLIKAE)
5.1.2Pritrditevvarilnežiceterklešèezanosilecelektrode(SLIKAF)
5.2UMESTITEVVARILNEGAAPARATA
Mesto za postavitev varilnega aparata poišèite tako, da na njem ni ovir za prezraèevanje
in ohlajanje (èe je treba, v prostor namestite ventilator); soèasno se preprièajte, da
varilni aparat ne more vsesati prevodnih prahov, korozivnih par, vlage itd.
Okoli varilnega aparata naj bo vsaj 250 mm prostega prostora.
POZOR! Da bi prepreèili nevarne premike in morebitno prevraèanje
aparata,morabititapostavljennaravnopovršinosprimernonosilnostjoglede
nasvojotežo.
5.3PRIKLJUÈITEVVOMREŽJE
- Preden napravo prikljuèite, se preprièajte, da se vrednosti na plošèici z lastnostmi
naprave ujemajo z napetostjo in frekvenco omrežja, ki je na razpolago v prostoru, v
katerem je namešèena naprava.
- Varilni aparat se lahko prikljuèi izkljuèno v napajalni sistem, ki ima ozemljeno nièlo.
- Da bi zagotovili zaščito pred neposrednim stikom, uporabite diferencialna stikala
tipa:
- Tipa A (
) za enofazne stroje;
- Tipa B (
) za trifazne stroje.
- Da bi zadostili normativu EN 61000-3-11 (Flicker (Elektromagnetna združljivost)),
vam svetujemo, da varilni aparat na vmesniške točke napajalnega omrežja z
manjšo impendanco od:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Varilni aparat ne ustreza zahtevam normativa IEC/EN 61000-3-12.
Če ga povežemo v javno napajalno omrežje, je tisti, ki ga namešča ali uporablja,
odgovoren za to, da bo preveril, ali ga je mogoče priključiti (če je treba, se posvetujte
z dobaviteljem distribucijskega omrežja).
5.3.1Vtikaèinvtiènica
Napajalni kabel povežite z ustreznim vtikaèem, (2P + P.E) (1~); (3P + P.E) (3~) vtikaè
naj bo opremljen z varovalkami ali samodejnim stikalom; predvideni zemeljski terminal
mora biti povezan na zemeljski prevodnik (rumeno-zeleno) napajalnega omrežja.
Tabela 1 (TAB1) prikazuje priporoèene vrednosti varovalk (v amperih), izbranih na
podlagi najveèjega nazivnega toka, ki ga porablja varilni aparat, ter na podlagi nazivne
napajalne napetosti.
POZOR!Èezgorajnavedenihpredpisovneupoštevate,varnostnisistem
proizvajalca(razredI)niveèuèinkovit,zatolahkopridedotežkihpoškodbpri
èloveku(npr.elektrièniudar)inpristvareh(npr.požar).
5.4POVEZAVEVARILNEGATOKOKROGA
POZOR! PRED ZAÈETKOM SE PREPRIÈAJTE, DA JE NAPRAVA
IZKLJUÈENAINIZKLOPLJENAIZELEKTRIÈNEGAOMREŽJA.
Tabela 1 (TAB.1) prikazuje priporoèene vrednosti za varilne žice (v mm2) na podlagi
maksimalnega toka, ki ga varilni aparat lahko proizvede.
5.4.1VarjenjeTIG
Priključitevelektrodnegadržala
- Napajalni kabel vstavite v ustrezni hitri stičnik (-). Priključite tripolni priključek (gumb
za elektrodno držalo) v ustrezno vtičnico. Priključite plinsko cev za elektrodno držalo
v ustrezno spojko.
Povezavapovratnielektričnikabel-varilniaparat
- Treba ga je povezati z delom, ki ga varimo, ali s kovinsko podlago, na katero je
naslonjen, čim bliže delu, ki ga obdelujemo.
Ta kabel se poveže s stičnikom s simbolom (+).
Priklopnajeklenkoplina(čejevuporabi).
- Privijte reduktor tlaka na ventil plinske jeklenke in reduktor, priložen kot dodatek, če
uporablja argon.
- Povežite vhodno cev plina z reduktorjem in privijte obroček.
- Preden odprete jeklenko, popustite kovinski obroček za nastavljanje reduktorja
tlaka.
- Odprite jeklenko in nastavite količino plina (l/min) v skladu z orientacijskimi podatki za
uporabo, glejte tabelo (TABELA4); morebitne nastavitve iztekanja plina je mogoče
izvesti tudi med varjenjem, tako da obračate okov reduktorja tlaka. Preverite tesnost
cevi in spojk.
POZOR! Ventil na plinski jeklenki po končanem delu vedno zaprite.
5.4.2VarjenjeMMA
Skoraj vse oplašèene elektrode morajo biti povezane s pozitivnim polom (+)
generatorja; na negativni pol (-) se povežejo samo elektrode s kislim oplašèem.
Povezavavarilnažica-klešèezanosilecelektrod
Ima na koncu posebno privijalo, ki se uporablja za privijanje odkritega dela elektrode.
Ta kabel se poveže s stiènikom s simbolom (+).
Povezavapovratnielektriènikabel-varilniaparat
Treba ga je povezati z delom, ki ga varimo, ali s kovinsko podlago, na katero je
naslonjen, èim bliže delu, ki ga obdelujemo.
Ta kabel se poveže s stiènikom s simbolom (-).
Priporoèila:
- Za pravilen elektrièen kontakt je treba pravilno priviti prikljuèke varilne žice v hitre
vtikaèe (èe so ti prisotni). V nasprotnem primeru pride do segrevanja prikljuèkov,
njihove hitrejše obrabe in izgube uèinkovitosti.
- Uporabite najkrajše možne varilne kable.
- Izogibajte se uporabi kovinskih delov, ki niso sestavni del obdelovanega elementa,
namesto izhodnega kabla za tok varilnega aparata; to je lahko nevarno in ne daje
želenih rezultatov pri varjenju.
6.VARJENJE:OPISPOSTOPKA
6.1VARJENJETIG
Spajanje TIG je varilni postopek, ki izkorišča toploto električnega obloka, sproženega
in vzdrževanega med netopljivo elektrodo (tungsten) in obdelovanim delom. Elektrodo
iz tungstena drži ustrezno elektrodno držalo, ki ji prenaša varilni tok ter elektrodo in
varilno polje varuje pred oksidacijo zaradi atmosferskih plinov s tokom inertnega plina
(navadno argona: Ar 99.5%), ki izteka iz keramične šobe (SLIKA G).
Za dober zvar je nujno treba uporabiti pravilen premer elektrode pri pravilnem toku,
glejte tabelo (TABELA3).
Tabela na ohišju aparata navaja okvirne vrednosti toka za uporabo pri različnih
debelinah materiala glede na varjenje malolegiranega ali nerjavnega jekla z
enosmernim tokom.
Navadno štrli elektroda iz keramične šobe za 2-3 mm, lahko pa tudi do 8 mm za kotne
zvare.
Zvar se ustvari zaradi spajanja roba dveh obdelovancev. Za tanjše, primerno
pripravljene materiale, (do cca 1 mm) ni treba dodajati spajkalne kovine (SLIKA H).
Za debelejše materiale so potrebne paličice z enako sestavo, kot je sestava osnovnega