- 67 -
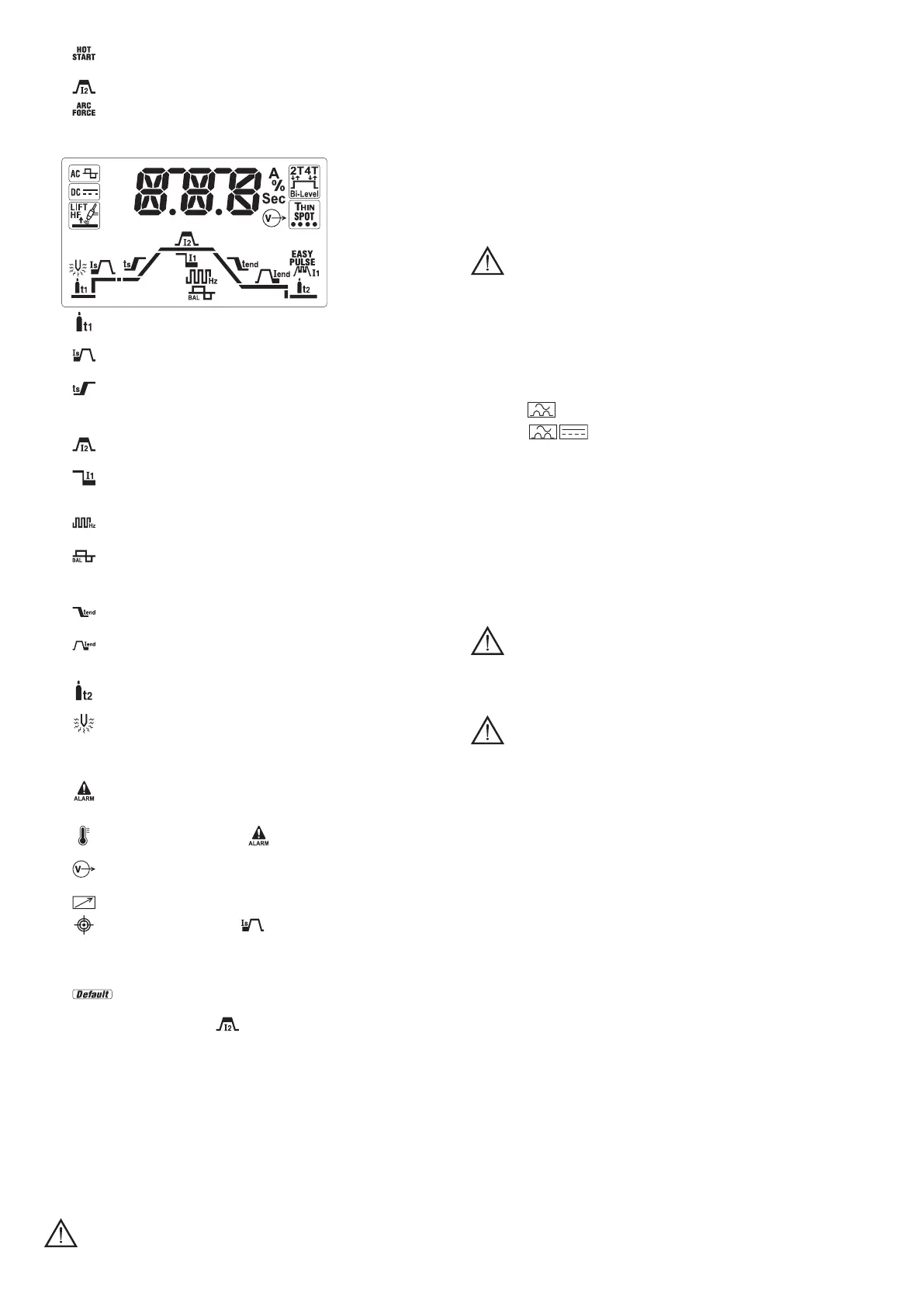
- overstrøm i begyndelsen (regulering 0-100%) for at optimere udløsningen
af svejsebuen.
-
hovedsvejsestrøm (udgangsstrøm i ampere).
-
dynamisk overstrøm (regulering 0-100%) for at gøre svejsningen mere
ydende og undgå, at elektroden sidder fast.
VedTIGkanfølgendeparametreændres:
- forstrømningstid for beskyttelsesgas før svejsningen starter (regulering
0-10 sekunder).
-
strømmen ved start opretholdes i en fast tid ved 2T (50 msek), og lige så
lang tid, som trykknappen holdes nede ved 4T (regulering 0-100%).
-
startrampetid for strømmen fra værdien I
s
til I
2
(regulering 0,1-10 sekunder).
Ved OFF er der ingen rampe.
OBS:ParametreneI
s
og T
s
kanogsåændresmedfjernbetjeningviapedal,
menreguleringenskalforetages,førselvebetjeningenaktiveres.
-
hovedsvejsestrøm i PULSERENDE tilstand og Bi-Level er strømmen
stærkere (udgangsstrøm i ampere).
-
basisstrøm i PULSERENDE tilstand og Bi-Level er det den værdi, der kan
anvendes skiftevist med hovedstrømmen under svejsningen (regulering i
ampere).
-
pulserende frekvens og for modellerne AC/DC i TIG AC udgør den
svejsestrømfrekvensen (regulering i hertz).
-
procentsats for balancering, i PULSERENDE tilstand er det forholdet
mellem tiden,hvori strømmen er på højeste niveau og pulseringens samlede
varighed, for modellerne AC/DC i TIG AC udgør den forholdet mellem tiden med
positiv strøm og tiden med negativ strøm.
-
slutrampetid for strømmen fra værdien I
2
til I
end
(regulering 0,1-10 sekunder).
Ved OFF er der ingen rampe.
-
slutstrøm, i 2T er det strømmen, der opretholdes efter slutrampen, hvis
rampetiden overstiger nul, i 4T er det strømmen, der opretholdes efter
slutrampen, så længe trykknappen på brænderen holdes nede.
-
efterstrømningstid for beskyttelsesgas før svejsningen standser (regulering
0-10 sekunder).
-
forvarmningsenergi, hvis maskinen er forsynet dermed, kun for modellerne
AC/DC i TIG AC regulerer den forvarmningen af elektroden for at lette starten
(regulering 2,6-53 A*Sek). Ved OFF er der ingen foropvarmning.
Andrevigtigeikonerpådisplayet:
-
meddelelse/alarmmelding, normalt kombineret med koden, der vises på
displayet, den gør opmærksom på en potentiel forstyrrelse/automatisk
beskyttelse, der er aktiveret i svejsemaskinen.
-
varmesikring, kombineret med og kode på displayet, meddelelse om
at grænsen for den interne opvarmning er nået.
-
aktiv udgang, angiver, at der er spænding (aktiveret effekt) i
svejsemaskinens udtag.
-
fjernstyring, angiver, at fjernstyringen er forbundet og har aktiveret kontrol.
-
positionsmarkør, i 4T med under en fastsat værdi angiver den
indstillingen af en minimal startstrøm, der gør svejsebuen synlig, mens der er
trykket på knappen. Dette gør det muligt at vælge svejsestartpunktet helt
nøjagtigt (hvis startstrømmen indstilles udenfor en bestemt grænse, deaktiveres
funktionen automatisk).
-
fabriksparametre, angiver indstillingen af alle parametre til en
forhåndsdeneret værdi, der kan anvendes til mange driftsformål. Brugeren kan
frit indstille hovedstrømmen
uden at ændre på de andre automatiske
indstillinger.
Det er til enhver tid muligt at genaktivere denne tilstand ved at slukke for
svejsemaskinen og tænde for den igen ved at trykke på erfunktionsdrejeknappen
(FIG. D - 5c).
Vigtigealarmmeddelelserpådetalfanumeriskedisplay(FIG.D-5d):
- AL.1: udløsning af primærkredsløbets varmesikring (hvis den forendes).
- AL.2: udløsning af sekundærkredsløbets varmesikring.
- AL.3: udløsning af beskyttelsesanordningen for overspænding på
forsyningslinjen.
- AL.4: udløsning af beskyttelsesanordningen for underspænding på
forsyningslinjen.
- AL.8: hjælpespænding uden for område.
Genopretningen foregår automatisk, når årsagen til alarmen ophører.
5.INSTALLATION
GIV AGT! DET ER STRENGT NØDVENDIGT, AT SVEJSEMASKINEN
SLUKKES OG FRAKOBLES NETFORSYNINGEN, FØR DER FORETAGES
HVILKENSOMHELSTINSTALLATIONOGELEKTRISKTILSLUTNING.
DE ELEKTRISKE TILSLUTNINGER MÅ UDELUKKENDE FORETAGES
AF ERFARNE MEDARBEJDERE, DER RÅDER OVER DE FORNØDNE
KVALIFIKATIONER.
5.1OPSTILLING(FIG.P)
Tag svejsemaskinens emballage af og saml de løse dele, som emballagen indeholder.
5.1.1Samlingafreturkabel-tang(FIG.E)
5.1.2Samlingafsvejsekabel-elektrodetang(FIG.F)
5.2PLACERINGAFSVEJSEMASKINEN
Find frem til et installeringssted, hvor køleluftind- og udløbsåbningerne ikke er
spærrede på nogen måde (tvungen luftcirkulering med ventilator, såfremt denne
forendes); check endvidere, at der ikke kommer strømførende støv, korrosive dampe,
fugt o.l. ind i maskinen.
Sørg for, at der et tomrum på mindst 250mm rundt om svejsemaskinen.
GIV AGT! Svejsemaskinen skal placeres på en plan ade, som kan
holde til maskinens vægt, således at der ikke opstår fare for væltning eller
farligeforskydninger.
5.3TILSLUTNINGTILNETFORSYNINGEN
- Før man foretager hvilken som helst form for elektrisk tilslutning, skal man
kontrollere, om svejsemaskinens mærkeværdier svarer til den netspænding og
-frekvens, der er til rådighed på installeringsstedet.
- Svejsemaskinen må udelukkende forbindes med et forsyningssystem med en
jordforbundet, neutral ledning.
- Der skal for at garantere beskyttelse mod indirekte kontakt anvendes
differentialeafbrydere af typen:
- Type A (
) til enfasede maskiner;
- Type B (
) til trefasede maskiner.
- For at opfylde kravene i standard EN 61000-3-11 (Flicker) anbefales det at forbinde
svejsemaskinen med netforsyningens tilslutningspunkter, hvor impedansen er
mindre end:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Svejsemaskinen overholder ikke kravene i standarden IEC/EN 61000-3-12.
Hvis svejsemaskinen forbindes til et offentligt elforsyningsnet, påhviler det
installatøren eller brugeren at kontrollere, om den kan forbindes dertil (ret om
nødvendigt henvendelse til energiselskabet).
5.3.1Stikogstikkontakt
Forbind fødekablet med et passende standardstik (2P + P.E) (1~); (3P + P.E) (3~) og
installér en stikkontakt forsynet med sikringer eller en automatisk afbryder. Den dertil
beregnede jordklemme skal forbindes med forsyningsliniens jordforbindelse (den gul-
grønne ledning). Tabel (TAB.1) viser værdierne, udtrykt i ampere, der anbefales for
forsinkede liniesikringer, som vælges med henblik på den maksimale nominalstrøm,
svejsemaskinen kan levere, samt den anvendte nominalspænding.
GIVAGT!Tilsidesættelseafdeovenfornævntereglerkanmedføre,at
detafproducentenplanlagtesikkerhedssystem(klasse1)ikkefungerer,som
detskal,medfølgenderisikoforpersoner(f.eks.elektriskstød)oggenstande
(f.eks.brand).
5.4SVEJSEKREDSLØBETSFORBINDELSER
GIVAGT!FØRMANFORETAGERDENEDENSTÅENDEFORBINDELSER,
SKAL MAN FORVISSE SIG OM, AT SVEJSEMASKINEN ER SLUKKET OG
FRAKOBLETNETFORSYNINGEN.
Tabel (TAB.1)viser værdierne, som anbefales for svejsekablerne (i mm
2
) i betragtning
af den maksimale strømstyrke, maskinen kan levere.
5.4.1TIG-svejsning
Forbindelseafbrænder
- Sæt det strømledende kabel ind i den dertil beregnede lynklemme (-). Forbind
tre-pols konnektoren (brænderknap) til den dertil beregnede tilslutning. Forbind
brænderens gasrør med det dertil beregnede gasrør.
Forbindelseafsvejsestrømreturkablet
- Skal forbindes med arbejdsemnet eller det metalbord, det bender sig på, så tæt
som muligt på den søm, der er ved at blive udført.
Dette kabel skal forbindes med klemmen mærket med (+).
Forbindelsetilgasbeholderen
- Skru trykformindskeren på gasbeholderens ventil og indsæt det særlige
reduktionsstykke, der følger med som tilbehør, hvis der anvendes Argongas.
- Forbind gasindstrømningsrøret med reduktionsanordningen og stram med det
medleverede bånd.
- Løsn trykfomindskerens reguleringsbolt, før der åbnes for beholderens ventil.
- Åbn for beholderen og regulér gasmængden (l/min) på grundlag af de
vejledende anvendelsesdata, jævnfør tabellen (TAB. 4); eventuelle tilpasninger
af gasgennemstrømningen kan foretages under svejsningen ved hjælp
af trykfomindskerens reguleringsbolt. Undersøg, om rørforbindelserne og
overgangstykkerne er tætte.
GIVAGT!Huskaltidatlukkeforgasbeholderensventil,nårmanerfærdigmed
arbejdet.
5.4.2MMA-Svejsning
Næsten alle beklædte elektroder skal forbindes til generatorens positive pol (+);
undtagelsesvist til den negative pol (-), hvis elektroden har en sur beklædning.
Forbindelseafsvejsekabeltang-elektrodeholder
Sæt en særlig klemme på endestykket, således at elektrodens blottede del strammes.
Denne ledning tilsluttes klemmen med symbolet (+) .
Forbindelseafsvejsestrømreturkablet
Det skal forbindes til arbejdsemnet eller det metalbord, dette står på, så tæt som
muligt på den søm, der er ved at blive udført.
Denne ledning tilsluttes klemmen med symbolet (-).
Goderåd:
- Drej svejsekablernes konnektorer helt fast i lynstikkontakterne (såfremt disse
forendes), således at der sikres en optimal elektrisk kontakt; i modsat fald vil
konnektorerne overophedes, hvorved de hurtigt ødelægges og begynder at fungere
dårligere.
- Anvend svejsekabler, der er så korte som muligt.
- Undlad at anvende metalstrukturer, som ikke hører med til arbejdsemnet, i
stedet for svejsestrømreturkablet; dette kan være farligt for sikkerheden og give