- 56 -
2.INTRODUCEREŞIDESCRIEREGENERALĂ
2.1INTRODUCERE
Acest aparat de sudură este o sursă de curent pentru sudura cu arc electric, realizată
în mod special pentru sudura TIG (CC) (CA/CC) cu aprindere HF sau LIFT şi pentru
sudura MMA cu electrozi înveliţi (rutilici, acizi, bazici).
Caracteristicile specice ale acestui aparat de sudură (INVERTER), precum viteza
considerabilă şi precizia reglării, permit calitatea excelentă a operaţiei de sudură.
Reglarea prin intermediul sistemului cu „invertor” la priza de alimentare (primar)
permite în plus o reducere drastică de volum al transformatorului şi a reactanţei de
nivelare, adică reducerea volumului şi greutăţii aparatului de sudură, facilitând astfel
manevrarea şi transportul acestuia.
2.2ACCESORIILACERERE(dacănusuntprevăzute)
- Set sudură MMA.
- Set sudură TIG.
- Adaptor butelie cu Argon.
- Reductor de presiune.
- Pistolet de sudură TIG.
- Mască auto-obscurantă: cu ltru x sau reglabil.
- Cablu de masă pentru curent de sudură dotat cu clemă de masă.
- Comandă de la distanţă manuală 1 potenţiometru.
- Comandă de la distanţă manuală 2 potenţiomentri.
- Comandă de la distanţă cu pedală.
- Racord de gaz şi tub de gaz pentru conectarea la butelia cu Argon.
- Pistolet TIG cu potenţiometru.
- Cărucior AMERICA.
3.DATETEHNICE
3.1PLACĂINDICATOARE
Principalele date referitoare la utilizarea şi randamentul aparatului de sudură sunt
menţionate pe placa indicatoare a acestuia cu următoarele semnicaţii:
Fig.A
1- Gradul de protecţie a carcasei.
2- Simbolul prizei de alimentare:
1~: tensiune alternativă monofazică;
3~: tensiune alternativă trifazică.
3- Simbolul S : indică faptul că se pot efectua operaţii de sudare într-un mediu cu risc
de electrocutare ridicat (de ex. foarte aproape de mase metalice considerabile).
4- Simbolul procedeului de sudură prevăzut.
5- Simbolul structurii interne a aparatului de sudură.
6- Normă EUROPEANĂ de referinţă pentru siguranţa şi construcţia aparatelor de
sudură cu arc electric.
7- Număr de înregistrare pentru identicarea aparatului de sudură (indispensabil
pentru asistenţa tehnică, solicitarea pieselor de schimb, identicarea originii
produsului).
8- Randamentul circuitului de sudură:
- U
0
:tensiune maximă în gol.
- I
2
/U
2
: Curent şi tensiune corespunzătoare conform normelor care pot
transmise de aparatul de sudură în timpul sudurii.
-X:Raportul de intermitenţă: indică perioada în care aparatul de sudură poate
produce curentul corespunzător (aceeaşi coloană). Se exprimă în % pe baza
unui ciclu de 10 minute (de exemplu 60% = 6 minute de funcţionare, 4 minute
de staţionare, ş.a.m.d.).
În cazul în care se vor depăşi parametrii de utilizare (raportaţi la temperatura
mediului ambiant de 40°C), intervine protecţia termică a aparatului (aparatul
rămâne în stand-by până când temperatura acestuia revine la valorile admise).
-A/V-A/V: indică gama de reglare a curentului de sudură (minim - maxim) la
tensiunea de arc corespunzătoare.
9- Date caracteristice ale prizei de alimentare:
- U
1
: Tensiunea alternativă şi frecvenţa de alimentare a aparatului de sudură
(limitele admise ±10%):
- I
1max
:Curent maxim absorbit din priză.
- I
1eff
: Curentul efectiv de alimentare.
10-
: Valoarea siguranţelor cu temporizare prevăzute pentru protecţie.
11- Simboluri care se referă la normele de siguranţă a căror semnicaţie este indicată
în capitolul 1 „Măsuri de siguranţă generale pentru sudura cu arc electric”.
Observaţie: Exemplul de placă indicatoare prezentat este orientativ în ceea ce
priveşte semnicaţia simbolurilor şi a cifrelor; valorile exacte ale datelor tehnice ale
aparatului de sudură achiziţionat trebuie să e indicate direct pe placa indicatoare a
aparatului respectiv.
3.2ALTEDATETEHNICE:
- APARATDESUDURĂ:asevedeatabelul1(TAB.1).
- PISTOLETDESUDURĂ:asevedeatabelul2(TAB.2).
Greutateaaparatuluidesudurăesteindicatăîntabelul1(TAB.1).
4.DESCRIEREAAPARATULUIDESUDURĂ
4.1SCHEMĂBLOC
Aparatul de sudură este alcătuit din module de putere realizate pe circuit imprimat,
menite să optimizeze siguranţa funcţionării cu un minim de întreţinere.
Acest aparat de sudură este controlat de un microprocesor care permite setarea unui
număr ridicat de parametri pentru a permite o sudură optimă în orice condiţii şi pe
orice material. Totuşi, pentru a prota din plin de caracteristicile sale, este necesară
cunoaşterea capacităţilor sale operative.
Semnicaţia(FIG.B)
1- Intrare linie de alimentare trifazată, grup redresor si condensatori de nivelare.
2- Punte de comutare cu tranzistori (IGBT) şi tiristori; comută tensiunea redresată în
tensiune alternativă de înaltă frecvenţă şi reglează puterea în funcţie de curentul /
tensiunea de sudură necesare.
3- Transformator de înaltă frecvenţă: bobinajul primar este alimentat cu tensiunea
convertită de la blocul 2; acesta are funcţia de a adapta tensiunea şi curentul la
valorile necesare operaţiei de sudură cu arc electric şi, în acelaşi timp, de a izola
galvanic circuitul de sudură de reţeaua de alimentare.
4- Punte redresoare secundară cu inductanţă de ltrare: comută tensiunea / curentul
alternativ furnizat/-ă de bobinajul secundar în curent /tensiune continuu /-ă cu
ondulaţie foarte redusă.
5- Punte de comutare cu tranzistori (IGBT) şi driveri; trasformă curentul de ieşire la
circuitul secundar de la curentul continuu (CC) la curentul alternativ (CA) pentru
sudura TIG CA (dacă sunt prezente).
6- Panou electronic de control şi reglare; verică instantaneu valoarea curentului
de sudură comparând-o cu cea setată de către operator; modulează impulsurile
de comandă a driverilor corespunzători punţii de comutare IGBT care efectuează
reglarea.
7- Logică de control a funcţionalităţii aparatului de sudură: setează ciclurile de
sudură, comandă sistemele de acţionare, supervizează sistemele de siguranţă.
8- Panou de setare şi vizualizare a parametrilor şi a modurilor de funcţionare.
9- Generator aprindere HF (dacă sunt prezente).
10- Supapă electrică pentru gaz cu protecţie EV (dacă sunt prezente).
11- Ventilator pentru răcirea aparatului de sudură.
12- Reglare de la distanţă.
4.2DISPOZITIVEDECONTROL,REGLAREŞICONECTARE
4.2.1Panoulposterior(FIG.C)
1- Întrerupator general O/OFF - I/ON.
2- Cablu de alimentare (2P + T (Monofazat)), (3P + T (Trifazat)).
3- Racord pentru conectarea ţevii de gaz (reductor presiune butelie – aparat de
sudură) (dacă sunt prezente).
4- Siguranţă fuzibilă (dacă sunt prezente).
5– Conector pentru grup răcire apă (dacă sunt prezente).
6- Conector pentru comenzi la distanţă:
La aparatul de sudură se pot aplica, prin intermediul conectorului special cu 14 poli
aat în partea din spate, 3 tipuri diferite de comenzi la distanţă. Fiecare dispozitiv
este recunoscut automat şi permite reglarea următorilor parametri:
- Comandăladistanţăcuunpotenţiometru:
prin rotirea butonului potenţiometrului, se modică curentul principal de la
minim la maxim. Reglarea curentului principal poate efectuată numai cu
comanda la distanţă.
- Comandăladistanţăcupedală:
valoarea curentului este determinată de poziţia pedalei. De asemenea, în
modul TIG 2T, apăsarea pedalei acţionează ca o comandă de start pentru
aparat în locul butonului pistoletului (dacă este prevăzut).
- Comandăladistanţăcudouăpotenţiometre:
primul potenţiometru reglează curentul principal. Al doilea potenţiometru
reglează un alt parametru care depinde de modul de sudură activ. Prin
rotirea acestui potenţiometru este aşat parametrul care se modică (care
nu mai poate controlat cu butonul panoului). Semnicaţia celui de-al
doilea potenţiometru este: ARC FORCE dacă este în modul MMA şi RAMPĂ
FINALĂ dacă este în modul TIG.
- PistoletTIGcupotenţiometru.
Înscopuldeaevitadefecţiuniledininteriorulaparatuluidesudură,este
obligatoriucautilizatorul săfoloseascăadaptorul pistolet 5poli pentru orice
PISTOLETTIGcupotenţiometrudereglarelabord.
4.2.2PanoulanteriorFIG.D
1- Priză rapidă pozitivă (+) pentru a conecta cablul de sudură.
2- Priză rapidă negativă (-) pentru conectarea cablului de sudură.
3- Conector pentru conectare cablu buton pistolet.
4- Racord pentru conectarea ţevii de gaz a pistoletului TIG.
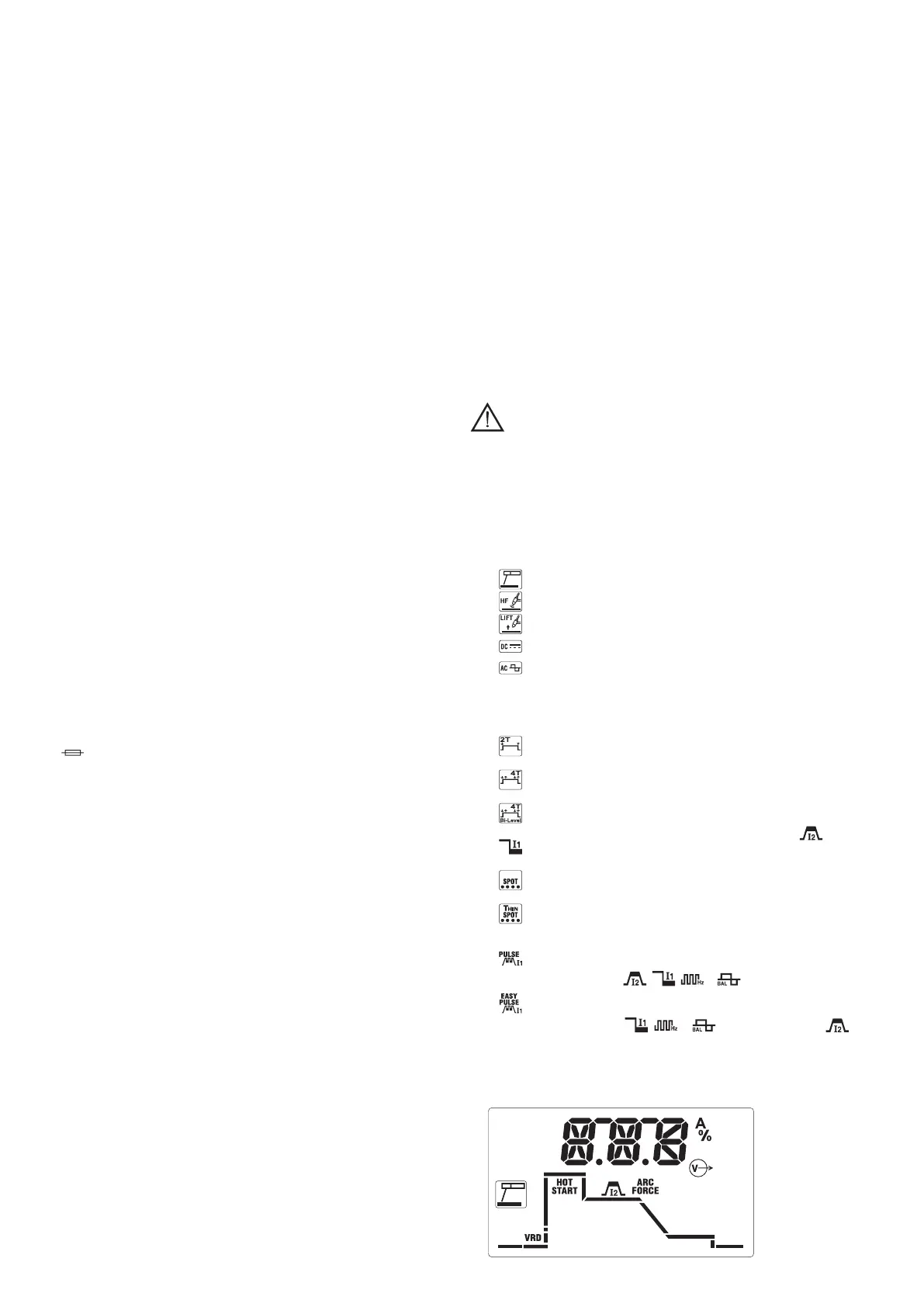
5- Panou de comenzi:
5a.Butonreglaretipsudură(PROCESS).
Permite selectarea procesului dorit:
-
sudură cu electrod învelit (MMA).
-
sudură TIG cu amorsarea arcului la înaltă frecvență (TIG HF).
-
sudură TIG cu amorsarea arcului pornind în contact (TIG LIFT).
-
în modalitatea TIG indică sudura în curent continuu (DC).
-
în modalitatea TIG indică sudura în curent alternativ (AC), dacă este
prevăzut.
5b.ButonreglareciclupentrusuduraTIG(MODE).
Permite selectarea modului de funcționare.
Apăsarescurtă:
-
sudura începe prin apăsarea butonului pistoletului şi se termină când se
eliberează butonul pistoletului.
-
sudura începe prin apăsarea şi eliberarea butonului pistoletului şi se
termină numai când se apasă şi se eliberează butonul pistoletului a doua oară.
-
sudura începe prin apăsarea şi eliberarea butonului pistoletului. La ecare
apăsare/eliberare scurtă curentul trece de la valoarea reglată
la valoarea
și invers. Sudura se termină atunci când butonul este apăsat și apoi
eliberat pentru un timp lung prestabilit.
-
permite executarea punctărilor cu controlul timpului duratei sudurii pe
display (pictograma clipește).
-
permite executarea unor punctări scurte (10-100msec) cu controlul timpului
duratei sudurii pe display (pictograma clipește).
Apăsareprelungită(PULSE):
-
permite pulsarea curentului (schimbare de nivel) cu reglarea dorită a
parametrilor caracteristici
, , și .
-
permite pulsarea curentului cu reglarea automată a valorilor predenite ale
parametrilor caracteristici
, și în funcție de curentul reglat
(aceste valori pot oricum modicate).
5c.Butonmultifuncțional.
În funcție de reglările prevăzute cu butoanele permite selectarea și reglarea
parametrilor așând valoarea reglată pe display.
ÎnspecialînMMAparametriimodicabilisunt: