- 37 -
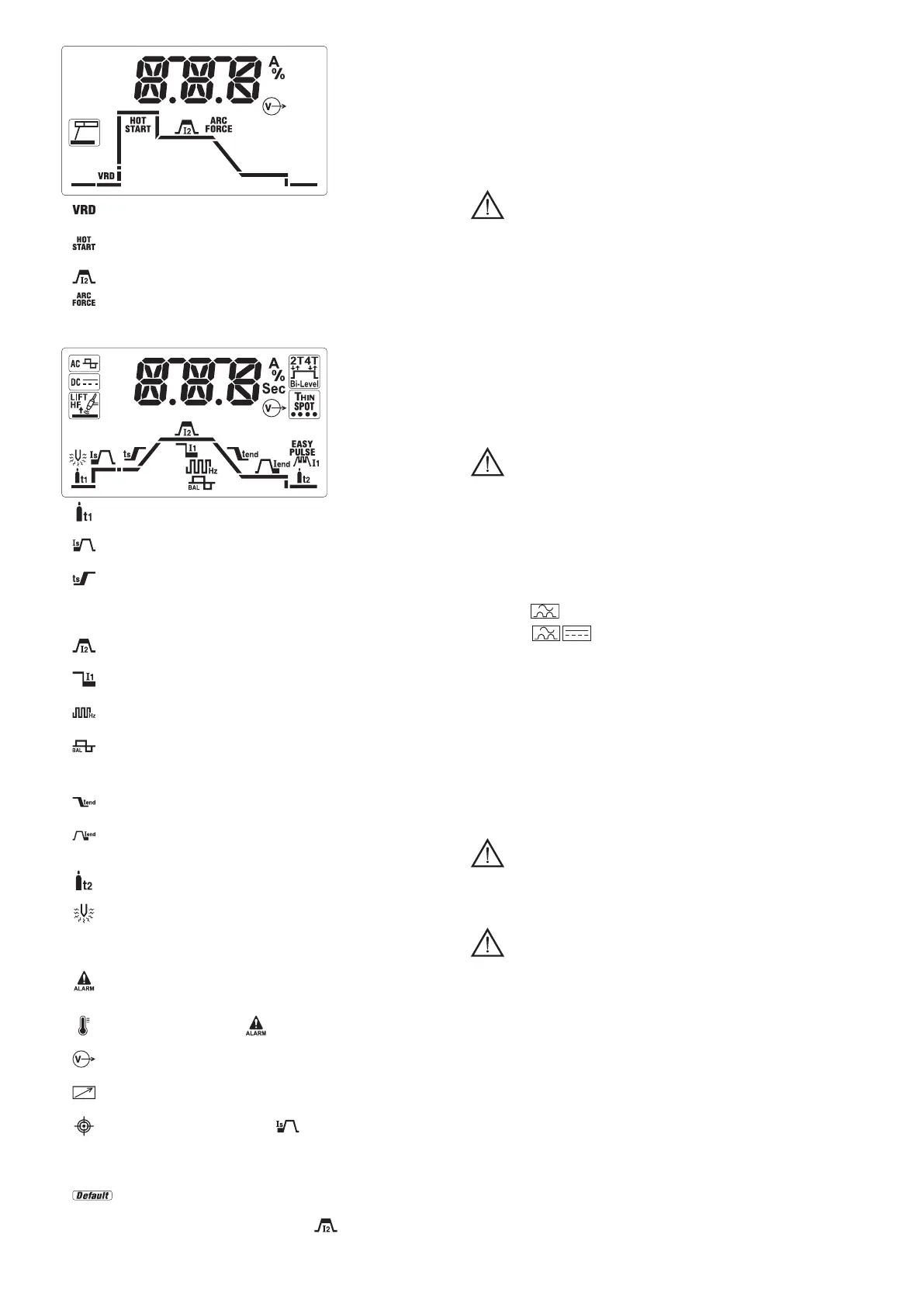
- habilitação/desabilitação dispositivo “Voltage Reduction Device” para o
início em segurança com baixa tensão.
-
sobrecarga de corrente inicial (regulação 0-100%) para otimizar a ignição
do arco de soldadura.
-
corrente principal de soldadura (corrente de saída em Amperes).
-
sobrecarga de corrente dinâmica (regulação 0-100%) para otimizar a
uidez da soldadura e evitar a colagem do elétrodo.
EmparticularemTIGosparâmetrosmodicáveissão:
- tempo pré-gás de uxo do gás de proteção antes do início da soldadura
(regulação 0-10 segundos).
-
corrente inicial mantida por um tempo xo em 2T (50 mseg) e por um
tempo igual à manutenção do botão pressionado, em 4T (regulação 0-100%).
-
tempo de rampa inicial da corrente do valor I
s
a I
2
(regulação 0,1-10
segundos). Em OFF rampa não presente.
N.B.:osparâmetrosI
s
e T
s
podemsermodicadostambémcomcomando
remotodepedal;aregulação,noentanto,deveserefetuadaantesdeativar
oprópriocomando.
-
corrente principal de soldadura, em modo PULSADO e Bi-Level, é a
corrente de nível mais alto (corrente de saída em Amperes).
-
corrente de base, em modo PULSADO e Bi-Level, é o valor que pode ser
alternado ao principal durante a soldadura (regulação em Amperes).
-
frequência de pulsação e para os modelos AC/DC em TIG AC representa
a frequência da corrente de soldadura (regulação em Hertz).
-
percentagem de balanceamento, em modo PULSADO é a relação entre o
tempo em que a corrente está no nível mais alto e o período total de pulsação,
para os modelos AC/DC em TIG AC representa a relação entre o tempo com
corrente positiva e o tempo com corrente negativa.
-
tempo de rampa nal da corrente do valor I
2
a I
end
(regulação 0,1-10
segundos). Em OFF rampa não presente.
-
corrente nal, em 2T é a corrente mantida após a rampa nal se o tempo
de rampa for superior a zero, em 4T é a corrente mantida após a rampa nal por
todo o tempo em que o botão tocha permanece pressionado.
-
tempo pós-gás de uxo do gás de proteção a partir da interrupção da
soldadura (regulação 0-10 segundos).
-
energia de preaquecimento, se previsto, apenas para os modelos AC/DC
em TIG AC regula o preaquecimento do elétrodo para facilitar o início (regulação
2,6-53 A*Seg). Em OFF preaquecimento não presente.
Outrosíconesindicativospresentesnodisplay:
-
aviso de sinalização/alarme, em geral associado ao código indicado no
display, chama a atenção para uma possível anomalia/proteção automática
ativa no aparelho de soldar.
-
proteção térmica, associada a e código no display, aviso de condição
alcance dos limites de aquecimento interno.
-
saída ativa, indica a presença de tensão (potência habilitada) nas tomadas
de saída do aparelho de soldar.
-
comando à distância, indica a ligação e controlo ativo do comando à
distância.
-
apontador de posição, em 4T com inferior a um valor predenido
indica a conguração de uma corrente inicial mínima que torna visível o arco de
soldadura com o botão pressionado. Isto permite escolher com precisão o ponto
inicial da soldadura (se a corrente inicial for congurada para além de um certo
limite, a função é automaticamente desabilitada).
-
parâmetros de fábrica, indica a conguração de todos os parâmetros a
um valor predenido útil para uma ampla operatividade. O utilizador pode
congurar como pretender a corrente principal
sem alterar as outras
congurações automáticas.
É possível reativar esta condição a qualquer momento, desligando e acendendo
o aparelho de soldar com o botão do manípulo multifuncional (FIG. D - 5c)
pressionado.
Mensagensdealarmeindicativasnodisplayalfanumérico(FIG.D-5d):
- AL.1 : intervenção da proteção térmica do circuito primário (se previsto).
- AL.2 : intervenção da proteção térmica do circuito secundário.
- AL.3 : intervenção da proteção devido à sobrecarga de tensão da linha de
alimentação.
- AL.4 : intervenção da proteção devido a baixa tensão da linha de alimentação.
- AL.8 : tensão auxiliar fora de limite.
O restabelecimento é automático quando é eliminada a causa do alarme.
5.INSTALAÇÃO
ATENÇÃO! EXECUTAR TODAS AS OPERAÇÕES DE INSTALAÇÃO
E LIGAÇÕES ELÉTRICAS COM A MÁQUINA DE SOLDA RIGOROSAMENTE
DESLIGADAEDESCONECTADADAREDEDEALIMENTAÇÃO.
AS LIGAÇÕES ELÉTRICAS DEVEM SER EXECUTADAS EXCLUSIVAMENTE POR
PESSOALESPECIALIZADOOUQUALIFICADO.
5.1INSTALAÇÃO(FIG.P)
Desembalar a máquina de solda, efetuar a montagem das partes separadas,
contidas na embalagem.
5.1.1Montagemdocaboderetorno-pinça(FIG.E)
5.1.2Montagemdocabodesoldagem-pinçaportaeletrodo(FIG.F)
5.2LOCALIZAÇÃODAMÁQUINADESOLDA
Determinar o lugar da instalação da máquina de solda de modo que não haja
obstáculos na correspondência da abertura de entrada e de saída do ar de
arrefecimento (circulação forçada através do ventilador, se presente); certicar-se
ao mesmo tempo que não sejam aspirados pós condutores, vapores corrosivos,
umidade, etc..
Manter pelo menos 250mm de espaço livre ao redor da máquina de solda.
ATENÇÃO! Colocar a máquina de solda numa superfície plana de
capacidade adequada ao peso para evitar sua queda ou deslocamentos
perigosos.
5.3LIGAÇÃOÀREDE
- Antes de efetuar qualquer ligação elétrica, vericar que os dados da placa da
máquina de solda correspondam à tensão e freqüência de rede disponíveis no local
de instalação.
- A máquina de solda deve ser ligada exclusivamente a um sistema de alimentação
com condutor de neutro ligado à terra.
- Para garantir a protecção contra o contacto indirecto, usar interruptores diferenciais
do tipo:
- Tipo A (
) para máquinas monofásicas;
- Tipo B (
) para máquinas trifásicas.
- A m de satisfazer os requisitos da Norma EN 61000-3-11 (Flicker) recomenda-se
a ligação do aparelho de soldar nos pontos de interligação da rede de alimentação
que apresentam uma impedância menor de di:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- O aparelho de soldar não está nos requisitos da norma IEC/EN 61000-3-12.
Se o mesmo for ligado a uma rede de alimentação pública, o instalador ou o
utilizador são responsáveis para controlar que o aparelho de soldar possa ser
conectado (se necessário, consultar o gestor da rede de distribuição).
5.3.1Plugueetomada
Ligar ao cabo de alimentação um plugue normalizado, (2P + P.E) (1~); (3P + P.E)
(3~) com capacidade adequada e instalar uma tomada de rede dotada de fusíveis ou
interruptor automático; o terminal apropriado de terra deve ser ligado ao condutor de
terra (amarelo-verde) da linha de alimentação. A tabela (TAB.1)contém os valores
recomendados em ampères dos fusíveis retardados de linha escolhidos de acordo
com a max. corrente nominal distribuída pela máquina de solda, e à tensão nominal
de alimentação.
ATENÇÃO! A falta de observação das regras acima citadas torna
ineciente o sistema de segurança previsto pelo fabricante (classe I) com
conseqüentesgraves riscospara aspessoas (ex.choque elétrico)e paraas
coisas(ex.incêndio).
5.4LIGAÇÕESDOCIRCUITODESOLDAGEM
ATENÇÃO! ANTES DE EXECUTAR AS SEGUINTES LIGAÇÕES
VERIFICAR QUE A MÁQUINA DE SOLDA ESTEJA DESLIGADA E DESCONECTADA
DAREDEDEALIMENTAÇÃO.
A Tabela (TAB.1)contém os valores recomendados para os cabos de soldagem (em
mm
2
) de acordo com a corrente máxima distribuída pela máquina de solda.
5.4.1SoldaduraTIG
Ligaçãotocha
- Introduzir o cabo portador de corrente no borne rápido apropriado (-). Ligar o
conector a três pólos (botão tocha) à tomada especíca. Ligar o tubo de gás da
tocha à conexão apropriada.
Ligaçãodocaboderetornodacorrentedesoldadura
- Deve ser ligado à peça que deve ser soldada ou na bancada metálica onde está
apoiado, o mais próximo possível da junta em execução.
Este cabo deve ser ligado ao borne com o símbolo (+).
Ligaçãoàgarrafadegás
- Aparafusar o redutor de pressão à válvula da garrafa de gás interpondo a redução
apropriada fornecida como acessório, quando for utilizado gás Argónio.
- Ligar o tubo de entrada do gás ao redutor e apertar a abraçadeira fornecida.
- Afrouxar o aro de regulação do redutor de pressão antes de abrir a válvula da
garrafa.
- Abrir a garrafa e regular a quantidade de gás (l/min) segundo os dados indicados de
uso, ver tabela (TAB.4); eventuais ajustes do uxo de gás poderão ser executados
durante a soldadura agindo sempre no aro do redutor de pressão. Vericar a
vedação de tubagens e conexões.
ATENÇÃO!Fecharsempreaválvuladagarrafadegásnomdotrabalho.