- 52 -
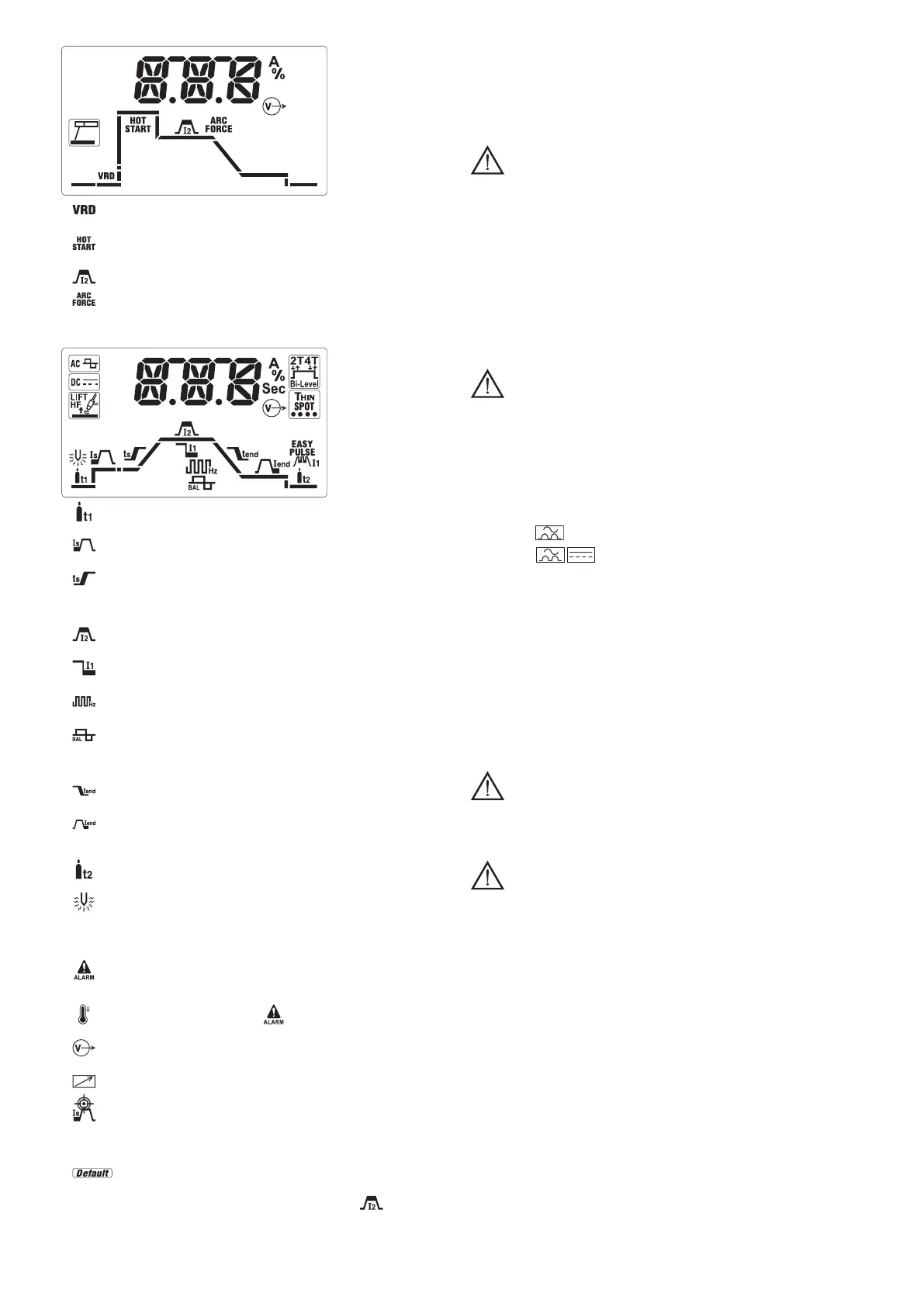
- a “Voltage Reduction Device” készülék engedélyezése/letiltása a
kisfeszültséggel történő, biztonságos indítás céljából.
-
kezdeti túláram (szabályozás 0-100%) a hegesztési ívgyújtás
optimalizálásához.
-
fő hegesztőáram (kimeneti áram Amperben).
-
dinamikus túláram (szabályozás 0-100%) a hegesztés folytonosságának
optimalizálásához és az elektróda letapadásának megakadályozásához.
KülönösképpenaTIG-benamódosíthatóparaméterekazalábbiak:
- a védőgáz áramlás előgáz ideje a hegesztés beindulása előtt (szabályozás
0-10 másodperc).
-
megtartott kezdőáram 2T-ben x időre (50msec) és a benyomott gomb
megtartásával azonos időre, 4T-ben (szabályozás 0-100%).
-
kezdeti áramfelfutási idő az I
s
értéktől az I
2
-ig (szabályozás 0.1-10
másodperc). Az OFF-ban nincs lefutás.
Megj.:AzI
s
és T
s
paraméterek módosíthatók pedálos, távolivezérlővel is,
azonbanabeállítástvégrekellhajtaniavezérlőbekapcsolásaelőtt.
-
fő hegesztőáram, a PULZÁLÓ és Bi-Level üzemmódban a legmagasabb
szintű áram (kimeneti áram Amperben).
-
alapáram, a PULZÁLÓ és Bi-Level üzemmódban az az érték, amely
felválthatja a főáramot a hegesztés folyamán (szabályozás Amperben).
-
pulzálási frekvencia és az AC/DC modelleknél a TIG AC üzemmódban a
hegesztőáram frekvenciáját jelenti (szabályozás Herzben).
-
kiegyenlítési százalék, a PULZÁLÓ üzemmódban a legmagasabb szinten
lévő áram időtartama és a pulzálás teljes periódusa közötti arány, az AC/DC
modelleknél a TIG AC üzemmódban a pozitív áramos idő és a negatív áramos
idő közötti arányt jelenti.
-
végső áramlefutási idő az I
2
értéktől az I
end
-ig (szabályozás 0.1-10
másodperc). Az OFF-ban nincs lefutás.
-
végáram, a 2T-ben a végső áramlefutás után megtartott áram, ha a lefutási
idő nullánál nagyobb, a 4T-ben a végső áramlefutás után megtartott áram arra a
teljes időtartamra, amely alatt a hegesztőpisztoly gombja benyomva marad.
-
a védőgáz áramlás előgáz ideje a hegesztés leállásától kezdődően
(szabályozás 0-10 másodperc).
-
előmelegítési energia, ha előírt, csak az AC/DC modelleknél a TIG AC
üzemmódban az elektróda előmelegítését szabályozza az indítás elősegítéséhez
(szabályozás 2.6-53 A*Sec). Az OFF-ban nincs előmelegítés.
Akijelzőnlévő,egyébismertetőikonok:
-
jelzés/riasztás értesítés, általában a kijelzőn megjelölt kódhoz van társítva,
felhívja a gyelmet a lehetséges aktív, automatikus anomáliára/védelemre a
hegesztőgépben.
-
termikus védelem, a kijelzőn a és kódhoz van társítva, a belső
felmelegedési határértékek elérési állapotának értesítése.
-
aktív kimenet, a feszültség jelenlétét mutatja (engedélyezett teljesítmény)
a hegesztőgép kimeneti aljzataiban.
-
távvezérlő, a távvezérlő csatlakoztatását és aktív ellenőrzését jelzi.
-
pozíció mutató, a 4T-ben egy előre meghatározott értéknél alacsonyabb
-el egy minimum kezdőáram alapbeállítását jelzi, amely láthatóvá teszi a
hegesztőívet benyomott gombbal. Ez lehetővé teszi a hegesztés kiindulási
pontjának pontos megválasztását (ha a kezdőáramot egy bizonyos határértéken
felülre állítják be, a funkció automatikusan kikapcsol).
-
gyári paraméterek, minden paraméter széleskörű működési
felhasználásokhoz hasznos, előre meghatározott értékre történő alapbeállítását
jelzi. A felhasználó tetszés szerint beállíthatja a főáramot
anélkül, hogy
megváltoztatná a többi automatikus beállítást.
Bármelyik pillanatban újra lehet aktiválni ezt a feltételt, kikapcsolva és bekapcsolva
a hegesztőgépet a többfunkciós szabályozógomb benyomása útján (D - 5c ÁBRA).
Riasztástjelzőüzenetekazalfanumerikuskijelzőn(D-5dÁBRA):
- AL.1 : a primer áramkör termikus védelmének beavatkozása (ha előírt).
- AL.2 : a szekunder áramkör termikus védelmének beavatkozása.
- AL.3 : a tápvonal túlfeszültség-védelmének beavatkozása.
- AL.4 : a tápvonal feszültségesés-védelmének beavatkozása.
- AL.8 : segédfeszültség tartományon kívül.
A visszaállítás automatikus a riasztás okának megszűnése után.
5.ÜZEMBEHELYEZÉS
FIGYELEM! MINDEN EGYES ÜZEMBEHELYEZÉSI ÉS ELEKTROMOS
BEKÖTÉSI MŰVELETET KIKAPCSOLT ÁLLAPOTBAN LEVŐ ÉS A HÁLÓZATI
ÁRAMFORRÁSRÓLLEVETTHEGESZTŐVELVÉGEZZENEL.
AZELEKTROMOSBEKÖTÉSEKETKIZÁRÓLAGSZAKEMBERVÉGEZHETIEL.
5.1ÖSSZESZERELÉS(PÁBRA)
Csomagolja ki a hegesztőt, szerelje össze a csomagban található különálló részeket.
5.1.1Acsipeszésavisszakötőkábelösszeszerelése(EÁBRA)
5.1.2Azelektródafogócsipeszéshegesztőkábelösszeszerelése(FÁBRA)
5.2AHEGESZTŐELHELYEZKEDÉSE
Jelölje ki a hegesztőgép felállításának helyét úgy, hogy ne legyenek akadályok a a
hűtőlevegő ki- és beáramlását lehetővé tevő nyílásoknál (ventilátoros levegőforgatás,
ha jelen van); egyidejűleg győződjön meg arról is, hogy nem kerülnek beszívásra
vezetőporszemek, korrozív gőzök, nedvesség, stb.
Hagyjon legalább 250mm szabad területet a hegesztőgép körül.
FIGYELEM! A hegesztőt egy súlyának megfelelő teherbírású, sík
felületrekellhelyezniafelbillenésésegyébveszélyeselmozdulásokelkerülése
érdekében.
5.3HÁLÓZATRAKAPCSOLÁS
- Bárminemű villamos összeköttetés létesítése előtt ellenőrizze, hogy a hegesztőgép
tábláján feltüntetett értékek megfelelnek a felállítás helyén érvényes hálózati
feszültség és frekvencia értékeivel.
- A hegesztőgépet csak egyetlen földelt semleges vezetékkel ellátott hálózati
tápegységre szabad rákapcsolni.
- A közvetett érintéssel szembeni védelem biztosításához az alábbi típusú
differenciálkapcsolókat használják:
- A típus (
) az egyfázisú gépekhez;
- B típus (
) a három fázisú gépekhez.
- Az EN 61000-3-11 (Flicker) Szabvány követelményeinek kielégítése érdekében
ajánlatos a hegesztőgép csatlakoztatása a táphálózat olyan interfész pontjaihoz,
amelyek kisebb impedanciát mutatnak, mint:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- A hegesztőgépre nem vonatkoznak az IEC/EN 61000-3-12 szabvány követelményei.
Ha a hegesztőgépet egy közüzemi táphálózatba csatlakoztatják, akkor a beszerelő
vagy a felhasználó felelősségébe tartozik annak vizsgálata, hogy a hegesztőgépet
be lehet-e kötni vagy sem (szükség esetén kérje ki az elosztó hálózat kezelője
véleményét).
5.3.1Villásdugóéscsatlakozó
Kösse össze a hálózati áramforrás kábelét egy megfelelő méretű normál csatlakozóval
(2P + P.E) (1~); (3P + P.E) (3~), és biztosítson egy olyan hálózati csatlakozót, amely
rendelkezik olvadóbiztosítékkal vagy automata kapcsolóval; az erre a célra szolgáló
földelővéget a (sárga-zöld színű) földelővezetékre kell rákapcsolni. A táblázat (1.
TÁB.) feltünteti a késleltetett olvadóbiztosítékokra vonatkozó amperértékeket,
melyeket a hegesztő által kibocsátott legnagyobb névleges áram illetve a névleges
tápfeszültség alapján választottak ki.
FIGYELEM! A fentiekben írt szabályok be nem tartása a gyártó által
megvalósított (I. osztályú) biztonsági rendszer hatékonytalanságához vezet,
illetvetovábbisúlyosszemélyi(pl.áramütés)ésanyagikárok(pl.tűzveszély)
kockázatávaljár.
5.4AHEGESZTŐÁRAMKÖRÖSSZEKÖTÉSE
FIGYELEM! A KÖVETKEZŐ ÖSSZEKÖTÉSEK ELVÉGZÉSE ELŐTT
GYŐZŐDJÖNMEGRÓLA,HOGYAHEGESZTŐKIKAPCSOLTÁLLAPOTBANÉS
AHÁLÓZATIÁRAMFORRÁSRÓLLEVETTÁLLAPOTBANVAN.
AZ(1.TÁB.)táblázat felsorolja a hegesztőkábelre vonatkozó javasolt értékeket (mm
2
-ben) a hegesztő által kibocsátott legnagyobb áram függvényében.
5.4.1TIGhegesztés
Fáklyacsatlakozás
- Illessze be az áramhordozó kábelt az erre szolgáló gyorscsipeszbe (-). Kösse össze
a hárompólusú csatlakozót (fáklya gomb) a megfelelő villamos csatlakozóhoz.
Kösse össze a fáklya gázvezetékét a megfelelő csatlakozással.
Hegesztőáramvisszavezetőkábelcsatlakoztatása
- A hegesztendő darabhoz vagy ahhoz a fém munkaasztalhoz kell csatlakoztatni,
amelyre az rá van helyezve, a lehető legközelebb az elkészítendő illesztéshez.
Ezt a kábelt a (+) jellel jelölt sarokhoz kell bekötni.
Összekapcsolásgázpalackkal.
- A nyomáscsökkentőt a gázpalack szelepére kell csavarozni, közbeiktatva a
szerelvényként szolgáltatott csökkentőt, Argon gáz keverék használata esetén.
- A gázbevezető csövet össze kell kapcsolni a csökkentővel és megszorítani a készlet
csőbilincsét.
- A tartály szelepének megnyitása előtt meg kell lazítani a nyomáscsökkentő
szabályozásának pánatjat.
- Nyissa ki a palackot és szabályozza be a gázmennyiséget (l/min) a felhasználás
becsült adatai alapján, ld. táblázat (4 TÁBL.); a gázkibocsátás mennyiségének
esetleges újraszabályozása a hegesztés alatt is lehetséges a nyomáscsökkentő
szelep forgatásával. Ellenőrizze a csövek és csatlakozások szorításait.
FIGYELEM!Amunkavégeztévelmindigzárjaelagázpalackszelepét.
5.4.2MMAhegesztés
A burkolt elektródok szinte mindegyikét a generátor pozitív (+) pólusára kötjük; csak a
savas burkolású elektród kerül kivételesen a negatív (-) pólusra.
Ahegesztőkábelésazelektródfogócsipeszöszekötése
Egy speciális kapocs, amely az elektród fedetlen részének a lezárására szolgál.
Ez a kábel a (+) jelű csipesszel kerül érintkezésbe.