- 27 -
eine Auswahl und eine Einstellung der Parameter ermöglicht. Dabei wird der
eingestellte Wert auf dem Display angezeigt.
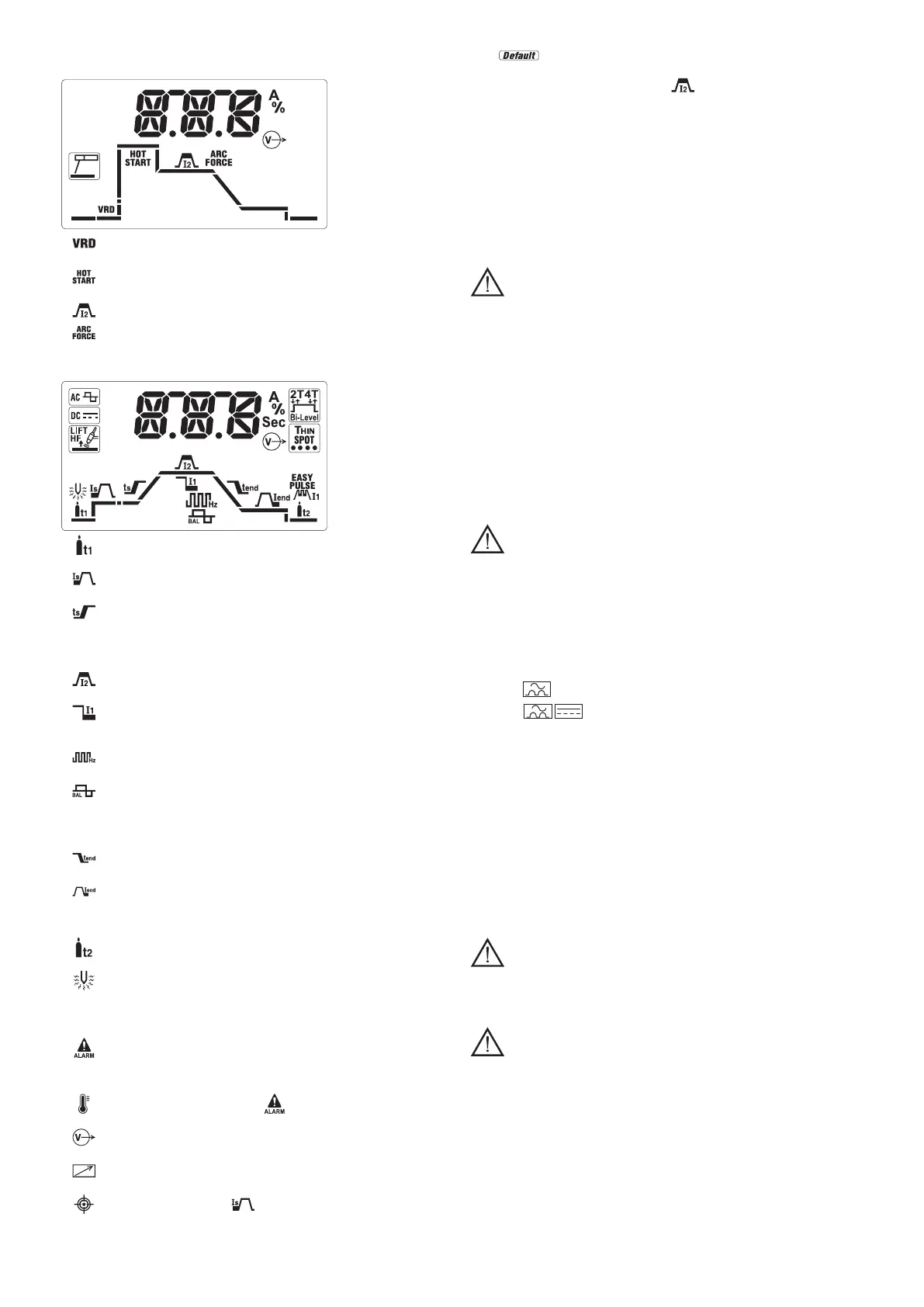
InersterLiniesindbeiMMAdieänderbarenParameterdiefolgenden:
- Aktivierung / Deaktivierung der Einrichtung „Voltage Reduction Device“ für
einen sicheren Start bei niedriger Spannung.
-
anfänglicher Überstrom (Einstellung 0-100%) zum Optimieren der
Lichtbogenzündung beim Schweißen.
-
Hauptschweißstrom (Ausgangsstrom in Ampere).
-
dynamischer Überstrom (Einstellung 0-100%) zum Optimieren des
üssigen Schweißens und zum Vermeiden des Verklebens der Elektrode.
InersterLiniesindbeiWIGdieänderbarenParameterdiefolgenden:
- Dauer Gasvorströmung des Schutzgases vor dem Beginn des
Schweißvorgangs (Einstellung 0-10 Sekunden).
-
Anfangsstrom; bleibt für eine feste Dauer bei 2T (50 ms) gleich und für eine
Dauer, die dem gedrückten Knopf entspricht, bei 4T (Einstellung 0-100%) gleich.
-
Anfangsrampenzeit des Stroms vom Wert I
s
bis zu I
2
(Einstellung 0.1-10
Sekunden). Wird OFF gewählt, ist keine Rampe vorhanden.
Anmerkung:DieParameterI
s
und T
s
könnenauchdurchPedalfernsteuerung
geändertwerden.DieEinstellungistindiesemFalljedochvordemAufruf
desBefehlsvorzunehmen.
-
Hauptschweißstrom; er ist im PULSIERTEN Betrieb und bei Bi-Level der
Strom mit dem höchsten Pegel (Ausgangsstrom in Ampere).
-
Grundstrom; im PULSIERTEN Betrieb und bei Bi-Level ist er der Wert, der
in Bezug auf den Hauptwert während des Schweißens (Einstellung in Ampere)
abgewechselt werden kann.
-
Pulsationsfrequenz und für die Modelle AC/DC bei WIG AC stellt dies die
Frequenz des Schweißstroms (Einstellung in Hertz) dar.
-
Prozentualer Ausgleich; im PULSIERTEN Betrieb ist er das Verhältnis
zwischen der Dauer, in der sich der Strom auf dem höchsten Pegel bendet und
des Gesamtzeitraums der Pulsation. Für die Modelle AC/DC bei WIG AC stellt
er das Verhältnis zwischen der Dauer mit positivem Strom und der Dauer mit
negativem Strom dar.
-
Endrampenzeit des Stroms vom Wert I
2
bis zu I
end
(Einstellung 0.1-10
Sekunden). Wird OFF gewählt, ist keine Rampe vorhanden.
-
Endstrom; bei 2T ist das der Strom, der nach der Endrampe beibehalten
wird, wenn die Rampenzeit größer als Null ist. Bei 4T ist das der Strom, der nach
der Endrampe für die gesamte Dauer beibehalten wird, in der der Brennerknopf
gedrückt bleibt.
-
Dauer Gasnachströmung des Schutzgases ab dem Stoppen des
Schweißvorgangs (Einstellung 0-10 Sekunden).
-
Vorheizenergie; falls vorgesehen, reguliert sie (nur bei den Modellen AC/
DC bei WIG AC) das Vorheizen der Elektrode, um den Start zu unterstützen
(Einstellung 2.6-53 A*Sek.). Wird OFF gewählt, ndet kein Vorheizen statt.
SonstigeAnzeigesymboleaufdemDisplay:
-
Hinweis- / Alarmanzeige; tritt normalerweise mit einem auf dem Display
angegebenen Code auf. Lenkt die Aufmerksamkeit auf eine mögliche
Unregelmäßigkeit / automatischen Schutz, der in der Schweißmaschine aktiv
ist.
-
Thermoschutz; in Verbindung mit und einem Code auf dem Display
wird darauf hingewiesen, dass die innere Erwärmungsgrenze erreicht wurde.
-
aktiver Ausgang; gibt das Vorhandensein von Spannung (aktivierte
Leistung) bei den Ausgangsbuchsen der Schweißmaschine an.
-
Fernbedienung; gibt an, dass die Verbindung und die Steuerung der
Fernbedienung aktiviert sind.
-
Positionszeiger; bei 4T mit unter einem vorgegebenen Wert, gibt er
die Einstellung eines Mindestanfangsstroms an, der den Schweißlichtbogen mit
gedrücktem Knopf sichtbar macht. Dies ermöglicht eine präzise Wahl des
Ausgangspunkts der Schweißung (wenn der Anfangsstrom über einer
bestimmten Grenze eingestellt wird, deaktiviert sich die Funktion automatisch).
-
Werkseinstellung der Parameter. Gibt an, dass alle Parameter auf
einen vorgegebenen Wert für einen breiten Einsatz eingestellt wurden. Der
Anwender kann den Hauptstrom
nach Belieben einstellen, ohne die
anderen automatischen Einstellungen zu verändern.
Diese Bedingung kann jederzeit erneut aktiviert werden. Hierzu die
Schweißmaschine aus- und einschalten, und zwar durch Drücken des Knopfs des
Multifunktionsknopfs (ABB. D - 5c).
AufdemalphanumerischenDisplayangezeigteAlarmmeldungen(ABB.D-5d):
- AL.1 : Der Thermoschutz des Primärkreises hat ausgelöst (falls vorgesehen).
- AL.2 : Der Thermoschutz des Sekundärkreises hat ausgelöst.
- AL.3 : Der Überspannungsschutz der Versorgungsleitung hat ausgelöst.
- AL.4 : Der Unterspannungsschutz der Versorgungsleitung hat ausgelöst.
- AL.8 : Hilfsspannung außerhalb des zulässigen Bereiches.
Die Betriebsbereitschaft wird automatisch wieder hergestellt, wenn die
Alarmursache behoben ist.
5.INSTALLATION
ACHTUNG! VOR BEGINN ALLER ARBEITEN ZUR INSTALLATION
UND ZUM ANSCHLUSS AN DIE STROMVERSORGUNG MUSS DIE
SCHWEISSMASCHINEUNBEDINGTAUSGESCHALTETUNDVOMSTROMNETZ
GETRENNTWERDEN.
DIE STROMANSCHLÜSSE DÜRFEN AUSSCHLIESSLICH VON FACHKUNDIGEM
PERSONALDURCHGEFÜHRTWERDEN.
5.1EINRICHTUNG(ABB.P)
Die Schweißmaschine von der Verpackung befreien, die lose gelieferten Teile sind
zu montieren.
5.1.1ZusammensetzenStromrückleitungskabelundKlemme(ABB.E)
5.1.2ZusammensetzenSchweißkabelundElektrodenklemme(ABB.F)
5.2AUFSTELLUNGDERSCHWEISSMASCHINE
Suchen Sie den Installationsort der Schweißmaschine so aus, daß der Ein- und
Austritt der Kühlluft nicht behindert wird (Zwangsumwälzung mit Ventilator, falls
vorhanden); stellen Sie gleichzeitig sicher, daß keine leitenden Stäube, korrosiven
Dämpfe, Feuchtigkeit u. a. angesaugt werden.
Um die Schweißmaschine herum müssen mindestens 250 mm Platz frei bleiben.
ACHTUNG! Die Schweißmaschine ist auf einer achen, ausreichend
tragfähigen Oberäche aufzustellen, um dasUmkippen undVerschiebender
Maschinezuverhindern.
5.3NETZANSCHLUSS
- Bevor die elektrischen Anschlüsse hergestellt werden, ist zu prüfen, ob die Daten
auf dem Typenschild der Schweißmaschine mit der Netzspannung und frequenz am
Installationsort übereinstimmen.
- Die Schweißmaschine darf ausschließlich mit einem Speisesystem verbunden
werden, das einen geerdeten Nulleiter hat.
- Zum Schutz vor indirektem Kontakt müssen folgende Differenzialschaltertypen
benutzt werden:
- Typ A (
) für einphasige Maschinen;
- Typ B (
) für dreiphasige Maschinen.
- Um den Anforderungen der Norm EN 61000-3-11 (Flicker) zu genügen, wird der
Anschluss der Schweißmaschine an solchen Schnittstellen des Versorgungsnetzes
empfohlen, die eine Impedanz von unter:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Für die Schweißmaschine gelten nicht die Anforderungen der Norm IEC/EN 61000-
3-12.
Wenn die Schweißmaschine an ein öffentliches Versorgungsnetz angeschlossen
wird, hat der Installierende oder der Betreiber zu prüfen, ob sie wirklich
angeschlossen werden darf (befragen Sie hierzu unter Umständen den Betreiber
des Verteilernetzes).
5.3.1SteckerundBuchse
Verbinden Sie mit dem Versorgungskabel einen Normstecker (2P + P.E) (1~); (3P
+ P.E) (3~) mit ausreichender Stromfestigkeit und richten Sie eine Netzdose ein mit
Schmelzsicherungen oder Leistungsschalter. Der zugehörige Erdungsanschluß muß
mit dem Schutzleiter (gelb-grün) verbunden der Versorgungsleitung verbunden werden.
In Tabelle (TAB.1)sind die empfohlenen Amperewerte der trägen Leitungssicherungen
aufgeführt, die auszuwählen sind nach dem von der Schweißmaschine abgegebenen
max. Nennstrom und der Versorgungsnennspannung.
ACHTUNG!BeiMißachtungderobigenRegelnwirddasherstellerseitig
vorgeseheneSicherheitssystem(KlasseI)ausgehebelt.SchwereGefahrenfür
diebeteiligtenPersonen(z.B.Stromschlag)undSachwerte(z.B.Brand)sind
dieFolge.
5.4ANSCHLÜSSEDESSCHWEISSSTROMKREISES
ACHTUNG!BEVORDIEFOLGENDENANSCHLÜSSEVORGENOMMEN
WERDEN, IST SICHERZUSTELLEN, DASS DIE SCHWEISSMASCHINE
AUSGESCHALTETUNDVOMVERSORGUNGSNETZGENOMMENIST.
In Tabelle (TAB.1)sind für den jeweiligen maximal abgegebenen Schweißstrom der
Schweißmaschine die empfohlenen Werte für den Querschnitt des Schweißkabels
aufgeführt (in mm
2
).
5.4.1WIG-Schweißen
AnschlußdesBrenners
- Das stromführende Kabel in die zugehörige Schnellanschlußklemme (-) einfügen.
Den dreipoligen Stecker (Brennerknopf) in die zugehörige Buchse einfügen. Die
Gasleitung des Brenners mit dem zugehörigen Anschlußstück verbinden.
AnschlußSchweißstromrückleitungskabel
- Es ist möglichst nahe der Schweißstelle an das Werkstück oder die Metallbank
anzuschließen, auf der das Werkstück ruht.
Dieses Kabel muß an die Klemme mit dem Symbol (+) angeschlossen werden.
AnschlußandieGasasche
- Den Druckverminderer auf das Flaschenventil schrauben. Wenn mit Argongas
gearbeitet wird, das zugehörige, als Zubehör erhältliche Reduzierstück