- 57 -
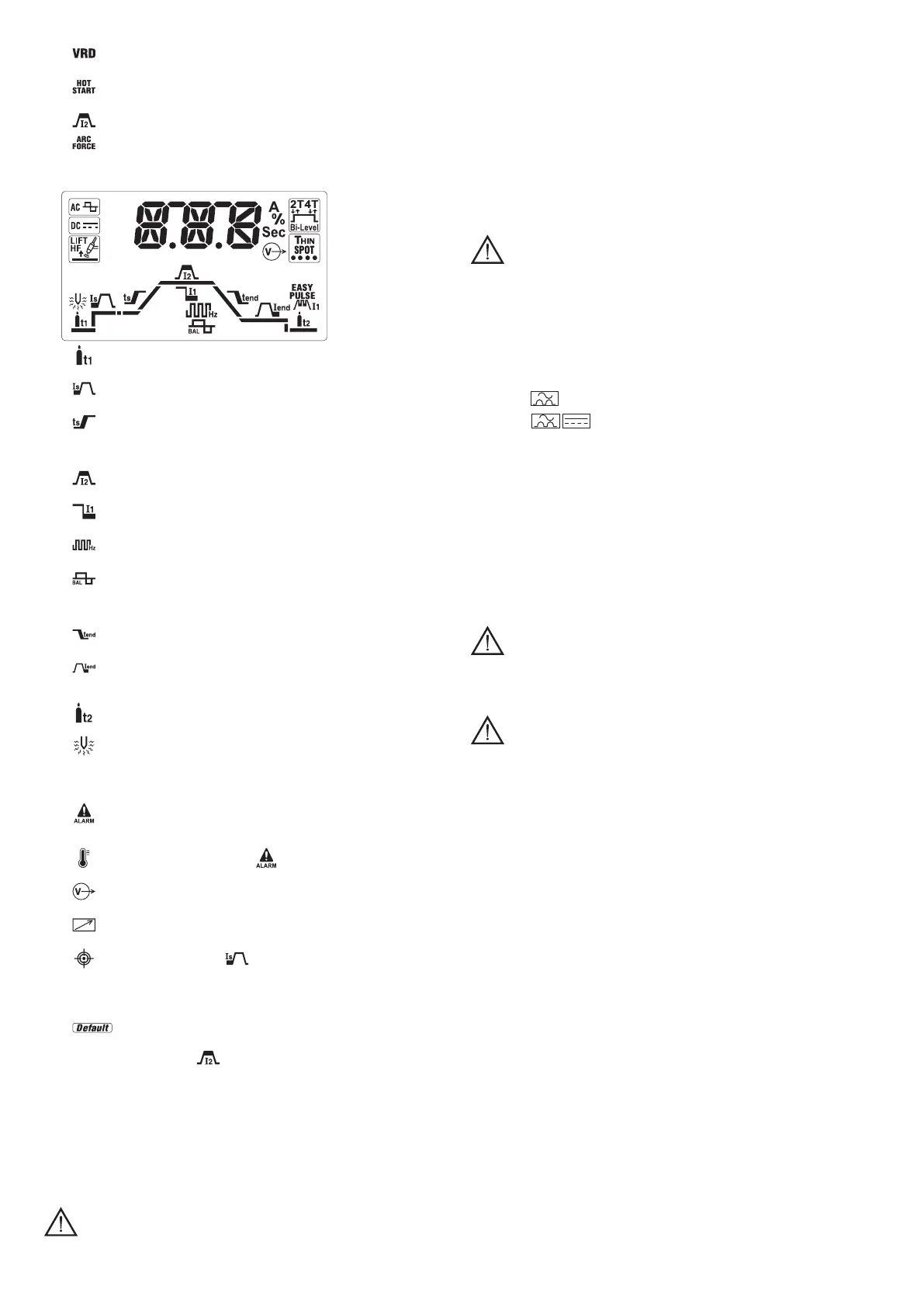
- activarea/dezactivarea dispozitivului “Voltage Reduction Device” pentru
pornirea în condiții de siguranță cu joasă tensiune.
-
supracurent inițial (reglare 0-100%) pentru optimizarea amorsării arcului
de sudură.
-
curent principal de sudură (curent de ieșire în Ampere).
-
supracurent dinamic (reglare 0-100%) pentru optimizarea uidității sudurii
și evitarea lipirii electrodului.
ÎnspecialînTIGparametriimodicabilisunt:
- timp pre-gaz de eux al gazului de protecție înainte de pornirea sudurii
(reglare 0-10 secunde).
-
curent inițial menținut pentru un timp x în 2T (50msec) și pentru un timp
egal cu menținerea butonului apăsat, în 4T (reglare 0-100%).
-
timp de rampă inițială a curentului de la valoarea I
s
la I
2
(reglare 0.1-10
secunde). În OFF rampa nu este prezentă.
N.B.:parametriiI
s
şiT
s
potmodicațişicucomandaladistanţăcupedală,
darreglareatrebuiesăeefectuatăînaintedeaactivacomanda.
-
curent principal de sudură în mod PULSAT și Bi-Level este curentul la nivel
mai înalt (curent de ieșire în Ampere).
-
curent de bază, în mod PULSAT și Bi-Level este valoarea care poate
alternată cu cea principală în timpul sudurii (reglare în Ampere).
-
frecvența de pulsare și pentru modelele AC/DC în TIG AC reprezintă
frecvența curentului de sudură (reglare în Hertz).
-
procent echilibrare, în mod PULSAT este raportul dintre timpul în care
curentul este la nivel mai înalt și perioada totală de pulsare, pentru modelele AC/
DC în TIG AC reprezintă raportul dintre timpul cu curent pozitiv și timpul cu
curent negativ.
-
timp de rampă nală a curentului de la valoarea I
2
la I
end
(reglare 0.1-10
secunde). În OFF rampa nu este prezentă.
-
curent nal, în 2T este curentul menținut după rampa nală dacă timpul de
rampă este mai mare decât zero, în 4T este curentul menținut după rampa nală
pentru tot timpul în care butonul pistoletului rămâne apăsat.
-
timp post-gaz de eux al gazului de protecție înainte de oprirea sudurii
(reglare 0-10 secunde).
-
energia de preîncălzire, dacă este prevăzută, doar pentru modelele AC/DC
în TIG AC reglează preîncălzirea electrodului pentru a ușura pornirea (reglare
2.6-53 A*Sec). În OFF preîncălzirea nu este prezentă.
Altepictogrameindicativeprezentepedisplay:
-
aviz de semnalizare/alarmă, în general combinat cu codul indicat pe
display, atrage atenția asupra posibilei anomalii/protecții automate active în
aparatul de sudură.
-
protecție termică, combinat cu și cod pe display, aviz de condiție
atingere a limitelor de încălzire internă.
-
ieșire activă, indică prezența tensiunii (putere activată) în prizele de ieșire
ale aparatului de sudură.
-
comandă la distanță, indică conexiunea și controlul activ al comenzii la
distanță.
-
cursor de poziție, în 4T cu inferior față de o valoare predenită indică
setarea unui curent inițial minim care face vizibil arcul de sudură cu butonul
apăsat. Acest lucru vă permite să alegeți cu precizie punctul de pornire al sudurii
(dacă curentul inițial este setat peste o anumită limită, funcția se dezactivează
automat).
-
parametri din fabrică, indică setarea tuturor parametrilor la o valoare
predenită utilă pentru o amplă operativitate. Utilizatorul poate regla după cum
dorește curentul principal
fără a modica celelalte setări automate.
Această condiție poate reactivată în orice moment stingând și pornind aparatul
de sudură cu tasta butonului multifuncțional (FIG. D - 5c) apăsată.
Mesajedealarmăindicativepedisplayulalfanumeric(FIG.D-5d):
- AL.1 :intervenţia protecţiei termice a circuitului primar (dacă este prevăzut).
- AL.2 : intervenţia protecţiei termice a circuitului secundar.
- AL.3 : intervenţia protecţiei în caz de supratensiune a liniei de alimentare.
- AL.4 : intervenţia protecţiei în caz de subtensiune a liniei de alimentare.
- AL.8 : tensiune auxiliară în afara intervalului.
Restabilirea este automată la încetarea cauzei alarmei.
5.INSTALARE
ATENŢIE! EFECTUAŢI TOATE OPERAŢIILE DE INSTALARE ŞI
CONECTAREAAPARATULUIDESUDURĂNUMAICÂNDACESTAESTEOPRIT
ŞIDECONECTATDELAREŢEAUADEALIMENTARE.
LEGĂTURILE ELECTRICE ALE APARATULUI TREBUIE SĂ FIE EFECTUATE
NUMAIDECĂTREPERSONALEXPERTSAUCALIFICAT.
5.1PREGĂTIRE(FIG.P)
Înlăturaţi aparatul de sudură din ambalajul său original şi montaţi piesele aferente
prezente în ambalaj.
5.1.1Asamblareacabluluidemasă-cleşte(FIG.E)
5.1.2Asamblareacabluluidesudură-cleşteportelectrod(FIG.F)
5.2POZIŢIONAREAAPARATULUIDESUDURĂ
Stabiliţi locul de instalare al aparatului de sudură astfel încât să nu existe vreun
obstacol în faţa deschizăturii pentru intrarea şi ieşirea aerului de răcire (circulare
forţată prin intermediul ventilatorului dacă există); în acelaşi timp asiguraţi-vă că nu se
aspiră praf, aburi corosivi, umiditate, etc.
Lăsaţi un spaţiu liber de cel puţin 250 mm în jurul aparatului de sudură.
ATENŢIE! Poziţionaţi aparatul de sudură pe o suprafaţă plană
corespunzătoare pentru a suporta greutatea acestuia şi pentru a preveni
răsturnareasaudeplasărilepericuloasealeaparatului.
5.3CONECTAREALAREŢEAUADEALIMENTARE
- Înainte de efectuarea oricărei legături electrice, controlaţi ca tensiunea şi frecvenţa
de reţea disponibile în locul de instalare să corespundă cu placa indicatoare a
aparatului de sudură.
- Aparatul de sudură trebuie să e conectat numai la un sistem de alimentare cu
conductor de nul legat la pământ.
- Pentru a garanta protecţia faţă de contactul indirect folosiţi întrerupătoare diferenţiale
de tipul:
- Tipul A (
) pentru maşini monofază;
- Tipul B (
) pentru maşini trifază.
- Pentru a în conformitate cu cerinţele normei EN 61000-3-11 (Flicker), se
recomandă conectarea aparatului de sudură la punctele de interfaţă ale reţelei de
alimentare care prezintă o impedanţă mai mică de:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Aparatul de sudură nu corespunde cerinţelor normei IEC/EN 61000-3-12.
Dacă acesta este conectat la o reţea de alimentare publică, instalatorul sau
utilizatorul trebuie să verice dacă aparatul de sudură poate conectat (dacă este
necesar, consultaţi societatea de distribuţie).
5.3.1Ştecărşipriză
Conectaţi la cablul de alimentare un ştecăr conform normelor (2P + P.E) (1~); (3P +
P.E) (3~) şi corespunzător curentului indicat şi asiguraţi o priză de reţea dotată cu
siguranţe sau întrerupător automat; clema de împământare corespunzătoare trebuie
să e legată la rul de împământare (galben-verde) al cablului de alimentare. Tabelul
(TAB. 1) indică valorile recomandate în amperi pentru siguranţele cu temporizare,
alese în baza curentului nominal maxim transmis de aparatul de sudură şi în baza
tensiunii nominale de alimentare.
ATENŢIE! Nerespectarea regulilor mai sus menţionate poate duce
la nefuncţionarea sistemului de siguranţă prevăzut de fabricant (clasa I) cu
riscurigravepentrupersoane(deex.electrocutare)saupentruobiecte(deex.
incendiu).
5.4CONECTĂRILECIRCUITULUIDESUDURĂ
ATENŢIE! ÎNAINTE DE EFECTUAREA CONECTĂRILOR DE MAI JOS,
ASIGURAŢI-VĂCĂAPARATULDESUDURĂESTEOPRITŞIDECONECTATDE
LAREŢEAUADEALIMENTARE.
Tabelul (TAB.1)indică valorile recomandate pentru cablurile de sudură (în mm
2
) în
baza curentului maxim transmis de aparatul de sudură.
5.4.1SuduraTIG
Conectareapistoletuluidesudură
- introduceţi cablul de alimentare cu curent în clema rapidă corespunzătoare (-).
Conectaţi conectorul cu 3 poli (buton pistolet de sudură) la priza corespunzătoare.
Conectaţi tubul de gaz al pistoletului de sudură la racordul corespunzător.
Conectareacabluluidemasăalcurentuluidesudare
- Se conectează la piesa de sudat sau la bancul metalic pe care este sprijinit, cât mai
aproape posibil de joncţiunea de sudat.
Acest cablu se conectează la clema cu simbolul (+).
Conectarealabuteliacugaz(dacaseutilizează).
- Strângeţi reductorul de presiune de la ventilul buteliei cu gaz intercalând reductorul
de presiune corespunzător furnizat ca accesoriu, atunci când se foloseşte gaz
Argon.
- Conectaţi tubul de intrare al gazului la reductor şi strângeţi inelul din dotare.
- Slăbiţi piuliţa de reglare a reductorului de presiune înainte de a deschide ventilul
buteliei.
- Deschideţi butelia şi reglaţi cantitatea de gaz (l/min) în funcţie de datele orientative
de folosire, după cum este indicat în tabel (TAB. 4); eventualele reglări de ux
ale gazului pot efectuate în timpul sudurii prin acţionarea piuliţei reductorului de
presiune. Vericaţi etanşeitatea tuburilor şi a racordurilor.
ATENŢIE!Închideţiîntotdeaunasupapabutelieicugazlaterminarealucrului.
5.4.2SudareaMMA
Majoritatea electrozilor înveliţi se conectează la polul pozitiv (+) al generatorului;
electrozii care conţin un înveliş cu caracter acid se conectează numai la polul negativ
(-).
Conectarecabludesudură-cleşteportelectrod
Cablul este dotat la capăt cu o clemă specială care serveşte la apucarea părţii
neacoperite a electrodului.
Acest cablu se conectează la clema cu simbolul (+) .
Conectareacabluluidemasăalcurentuluidesudare
Se conectează la piesa de sudat sau la bancul metalic pe care este sprijinit, cât mai
aproape posibil de joncţiunea de sudat.
Acest cablu se conectează la clema cu simbolul (-).
Recomandări:
- Rotiţi la maxim conectorii cablurilor de sudură în prizele rapide (dacă sunt prezente),
pentru a garanta un contact electric perfect; în caz contrar se poate produce o
supraîncălzire a conectorilor respectivi rezultând în deteriorarea rapidă a acestora
şi pierderea ecacităţii lor.
- Folosiţi cele mai scurte cabluri de sudură posibile.
- Evitaţi folosirea structurilor metalice care nu fac parte din piesa în lucru în locul