- 47 -
instellingen worden geselecteerd en afgesteld door de ingestelde waarde op het
display weer te geven.
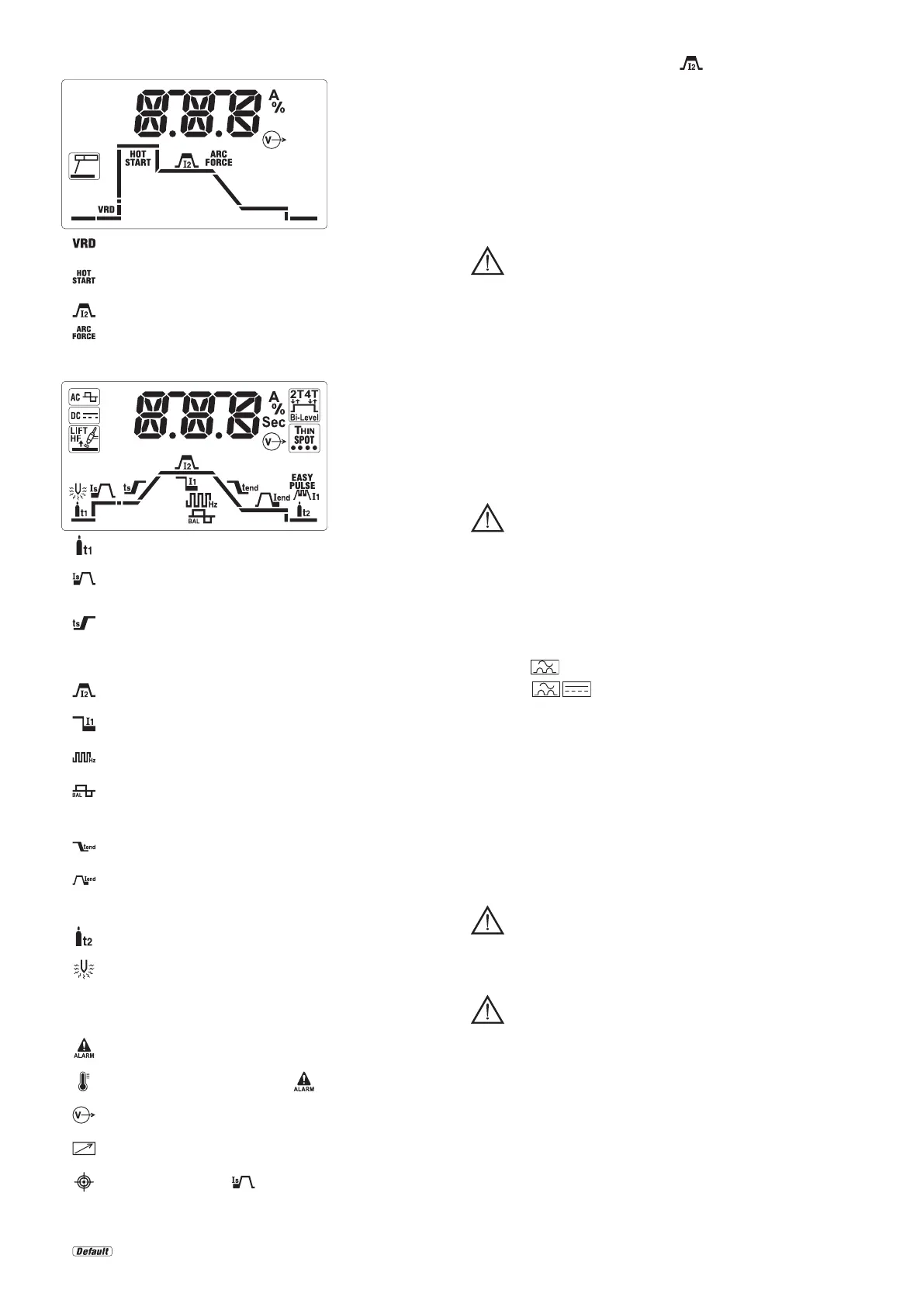
InMMAkunnendevolgendeparameterswordenveranderd:
- inschakelen/uitschakelen van het apparaat "Voltage Reduction Device" om
veilig te starten met laagspanning.
-
start-overstroom (instelling 0-100%) om de start van de lasboog te
optimaliseren.
-
hoofd-lasstroom (uitgangsstroom in Ampère).
-
dynamische overstroom (instelling 0-100%) om de vloeiendheid van het
lassen te optimaliseren en te voorkomen dat de elektrode vastplakt.
InTIGkunnendevolgendeparameterswordenveranderd:
- pre-gastijd voor beschermgasuitstroom voordat het lassen start (instelling
0-10 seconden).
-
beginstroom wordt gedurende een vaste tijd in 2T gehouden (50 msec) en
gedurende de tijd dat de toets ingedrukt wordt gehouden in 4T (instelling
0-100%).
-
aanvankelijke stroomoplooptijd van de waarde I
s
tot I
2
(instelling 0,1 - 10
seconden). In OFF is de stroomoploop niet aanwezig.
N.B.: de parameters I
s
en T
s
kunnen ook worden veranderd met
afstandsbedieningmetpedaal.Deinstellingmoetechterwordenuitgevoerd
voordatdeopdrachtzelfwordtgeactiveerd.
-
hoofd-lasstroom, in PULS- en Bi-Level-modus, is de stroom met het
hoogste niveau (uitgangsstroom in Ampère).
-
basisstroom, in PULS- en Bi-Level-modus, is de waarde die kan worden
afgewisseld met de hoofdstroom tijdens het lassen (instelling in Ampère).
-
pulsfrequentie en voor de AC/DC-modellen in TIG AC geeft dit de frequentie
van de lasstroom weer (instelling in Hertz).
-
percentage balans, is in de PULS-modus de verhouding tussen de tijd dat
de stroom op het hoogste niveau is en de totale pulsperiode, voor de modellen
AC/DC in TIG AC geeft het de verhouding weer tussen tijd met positieve stroom
en tijd met negatieve stroom.
-
uiteindelijke stroomoplooptijd van de waarde I
2
tot I
end
(instelling 0,1 - 10
seconden). In OFF is de stroomoploop niet aanwezig.
-
uiteindelijke stroom, in 2T is dit de stroom die wordt behouden na de
uiteindelijke oplooptijd als die tijd langer is dan 0; in 4T is dit de stroom die wordt
behouden na de uiteindelijke oplooptijd gedurende de hele tijd dat de toortstoets
ingedrukt wordt gehouden.
-
post-gastijd voor beschermgasuitstroom vanaf het stoppen met lassen
(instelling 0-10 seconden).
-
voorverwarmingsenergie, indien voorzien, alleen voor de modellen AC/DC
in TIG AC, regelt de voorverwarming van de elektrode om de start te
vergemakkelijken (instelling 2,6 - 53 A*sec). In OFF is de voorverwarming niet
aanwezig.
Andereindicatievepictogrammenophetdisplay:
-
waarschuwing/alarm, gewoonlijk samen met de code op het display, wijst
op de mogelijke storing/automatische beveiliging die actief is op het lasapparaat.
-
thermische beveiliging, samen met en code op het display,
waarschuwing dat de interne verwarmingslimieten zijn bereikt.
-
uitgang actief, geeft de aanwezigheid van spanning (vermogen inschakeld)
aan in de uitgangscontacten van het lasapparaat.
-
afstandsbediening, geeft aan dat de afstandsbediening is aangesloten en
actief is.
-
positie-aanwijzer, in 4T met lager dan een vastgestelde waarde geeft
dit de instelling aan van een minimale beginstroom die de lasboog zichtbaar
maakt met de toets ingedrukt. Hiermee kan het beginpunt voor het lassen
nauwkeurig worden gekozen (als de beginstroom boven een bepaalde limiet
wordt ingesteld, wordt de functie automatisch uitgeschakeld).
-
fabrieksparameters, geeft de instelling aan van alle parameters op een
vooraf ingestelde waarde voor een breed gebruik. De gebruiker kan de
hoofdstroom naar wens instellen
zonder de andere automatische
instellingen te veranderen.
Op elk gewenst moment kan die toestand opnieuw worden geactiveerd door het
lasapparaat uit en weer aan te zetten door de toets van de multifunctionele knop
(FIG. D - 5c) in te drukken.
Indicatievealarmmeldingenophetalfanumeriekedisplay(FIG.D-5d):
- AL.1 : inschakeling van de thermische beveiliging van het primaire circuit (indien
aanwezig).
- AL.2 : inschakeling van de thermische beveiliging van het secundaire circuit.
- AL.3 : inschakeling van de overspanningsbeveiliging van de voedingslijn.
- AL.4 : inschakeling van de onderspanningsbeveiliging van de voedingslijn.
- AL.8 : hulpspanning buiten bereik.
De reset is automatisch wanneer de oorzaak van het alarm is opgeheven.
5.INSTALLATIE
OPGELET! ALLE OPERATIES VAN INSTALLATIE EN ELEKTRISCHE
AANSLUITINGEN UITVOEREN MET DE LASMACHINE VOLLEDIG
UITGESCHAKELDENLOSGEKOPPELDVANHETVOEDINGSNET.
DE ELEKTRISCHE AANSLUITINGEN MOETEN UITSLUITEND UITGEVOERD
WORDENDOORERVARENOFGEKWALIFICEERDPERSONEEL.
5.1INRICHTING(FIG.P)
De lasmachine uitpakken, de montage van de losgemaakte gedeelten bevat in de
verpakking uitvoeren.
5.1.1Assemblageretourkabel-tang(FIG.E)
5.1.2Assemblagelaskabel-tangelektrodenhouder(FIG.F)
5.2PLAATSINGVANDELASMACHINE
De plaats van installatie van de lasmachine identiceren zodanig dat er zich geen
hindernissen bevinden ter hoogte van de opening van de ingang en de uitgang van
de koellucht (geforceerde circulatie middels ventilators, indien aanwezig); tegelijkertijd
controleren of er geen geleidend stof, corrosieve dampen, vocht, enz. aangezogen
worden.
Minstens 250mm ruimte vrijhouden rond de lasmachine.
OPGELET! De lasmachine plaatsen op een horizontaal oppervlak
meteen adequaat draagvermogen voorhet gewicht teneinde de kanteling of
gevaarlijkeverplaatsingentevoorkomen.
5.3AANSLUITINGOPHETNET
- Voordat men gelijk welke elektrische aansluiting uitvoert, moet men veriëren
of de gegevens van de kentekenplaat overeenstemmen met de spanning en de
frequentie van het net die beschikbaar zijn op de plaats van installatie.
- De lasmachine moet uitsluitend aangesloten worden op een voedingssysteem met
een neutraalgeleider verbonden met de aarde.
- Om de bescherming tegen onrechtstreeks contact te garanderen,
differentiaalschakelaars gebruiken van het type:
- Type A (
) voor eenfase machines;
- Type B (
) voor driefasen machines.
- Om aan de vereisten van de norm EN 61000-3-11 (Flicker) te voldoen, wordt
aangeraden het lasapparaat aan te sluiten op de interfacepunten van het stroomnet
met een impedantie van minder dan:
Zmax = 0.234 Ohm (1/N/PE 230V) 200A DC
- Het lasapparaat voldoet niet aan de vereisten van de norm IEC/EN-61000-3-12.
Als het wordt aangesloten op een openbaar stroomnet, is het de verantwoordelijkheid
van de installateur of van de gebruiker om te controleren of het lasapparaat
kan worden aangesloten (raadpleeg indien nodig de beheerder van het
distributienetwerk).
5.3.1Stekkerencontact
Een genormaliseerde stekker, (2P + P.E) (1~); (3P + P.E) (3~) met een adequaat
vermogen met de voedingskabel verbinden en een contact van het net voorinstellen
uitgerust met zekeringen of een automatische schakelaar; een speciale terminal
van de aarde moet verbonden worden met de aardegeleider (geel-groen) van de
voedingslijn. De tabel (TAB. 1) geeft de aanbevolen waarden in ampères van de
vertraagde zekeringen van de lijn gekozen op basis van de max. nominale stroom
verdeeld door de lasmachine en van de nominale voedingsspanning.
OPGELET!Hetnietinachtnemenvandevoornoemderegelsmaakthet
doordefabrikantvoorzienveiligheidssysteeminefciënt(klasseI)metdaaruit
volgendezwarerisico’svoordepersonen(vb.elektroshock)envoordedingen
(vb.brand).
5.4VERBINDINGENVANHETLASCIRCUIT
OPGELET!VOORDATMENDEVOLGENDEVERBINDINGENUITVOERT,
MOET MEN CONTROLEREN OF DE LASMACHINE UITGESCHAKELD IS EN
LOSGEKOPPELDISVANHETVOEDINGSNET.
De Tabel (TAB.1)geeft de aanbevolen waarden voor de laskabels (in mm
2
) op basis
van de maximum stroom verdeeld door de lasmachine.
5.4.1TIG-lassen
Verbinding toorts
- De stroomdragende kabel invoeren in de desbetreffende klem snapmofverbinding
(-). De connector met drie polen (drukknop toorts) verbinden met de desbetreffende
verbinding. De gasbuis van de toorts verbinden met de desbetreffende aansluiting.
Verbindingkabelretourvandelasstroom
- Moet verbonden worden met het te lassen stuk of met de metalen bank waarop het
steunt, zo dicht mogelijk bij de koppeling in uitvoering.
Deze kabel moet verbonden worden met de klem met het symbool (+).
Verbindingmetdegases
- De drukreductor vastdraaien op de klep van de gases en hierbij de desbetreffende
reductie ertussen plaatsen die als accessoire geleverd wordt, wanneer het Argongas
gebruikt wordt .
- De ingangsbuis van het gas verbinden met de reductor en het strookje in dotatie
vastdraaien.
- De beslagring van afstelling van de drukreductor loszetten voordat men de klep van