13.13 Conveyor Tracking Setup
Robot Program
MoveJ
wp1
y = 0.01
o = p[0,y,0,0,0,0]
P1_var = pose_trans(P1_var, o)
MoveL # Feature: P1_var
wp1
wp2
wp3
wp4
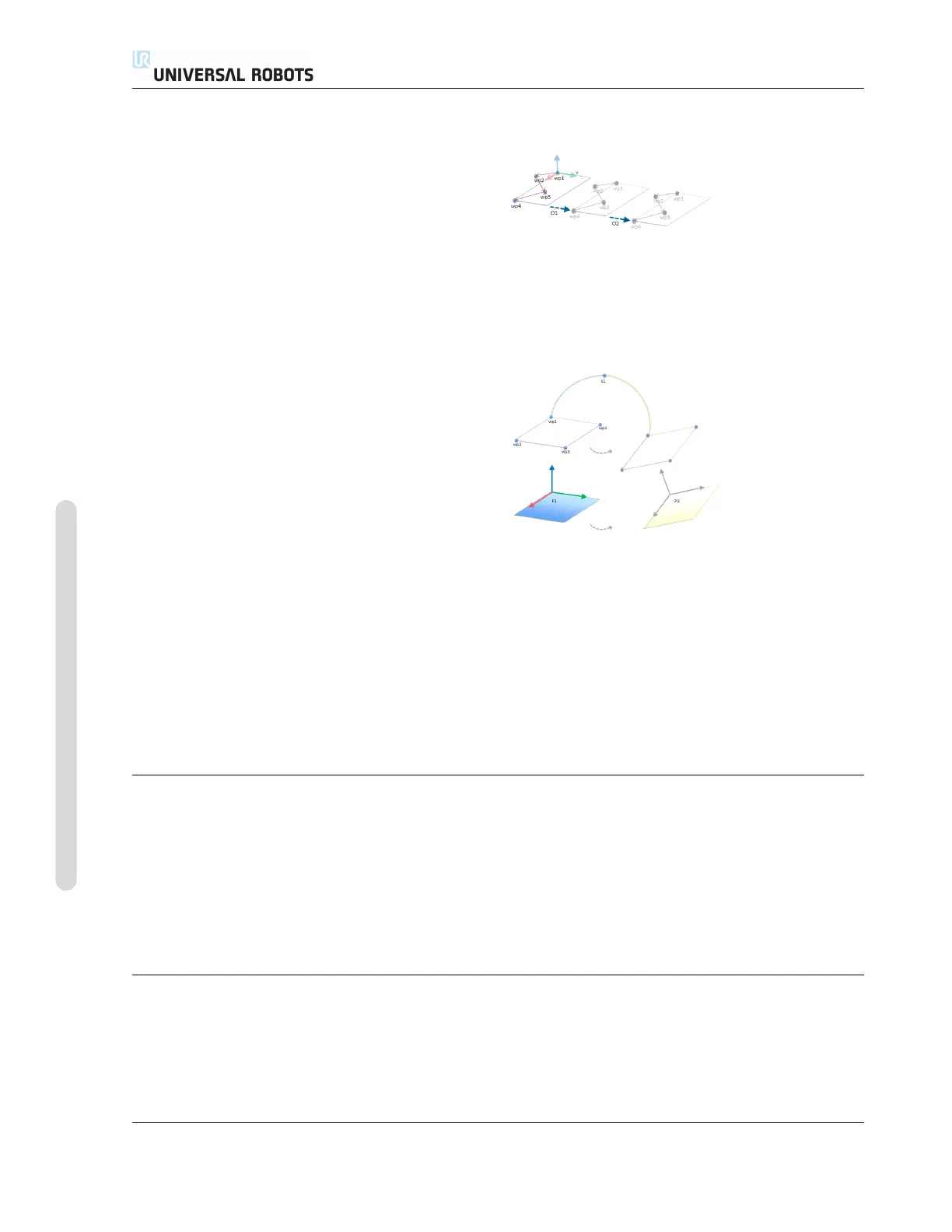
Figure 13.6: Applying an offset to the plane feature
Robot Program
MoveJ
S1
if (digital_input[0]) then
P1_var = P1
else
P1_var = P2
MoveL # Feature: P1_var
wp1
wp2
wp3
wp4
Figure 13.7: Switching from one plane feature to another
13.13 Conveyor Tracking Setup
The Conveyor Tracking Setup allows the movement of up to two separate conveyors to be con-
figured. The Conveyor Tracking Setup provides options for configuring the robot to work with
absolute or incremental encoders, as well as linear or circular conveyors.
Conveyor Parameters
Incremental: encoders can be connected to Digital Inputs 0 to 3. Decoding of digital signals runs
at 40kHz. Using a Quadrature encoder (requiring two inputs), the robot can determine the
speed and direction of the conveyor. If the direction of the conveyor is constant, a single input
can be used to detect Rising, Falling, or Rise and Fall edges which determine conveyor speed.
Absolute: encoders can be connected through a MODBUS signal. This requires a Digital MODBUS
Output register preconfigured in (section 13.11).
Tracking Parameters
Linear Conveyors: When a linear conveyor is selected, a line feature must be configured in the Fea-
tures part of the installation to determine the direction of the conveyor. Ensure accuracy by
placing the line feature parallel to the direction of the conveyor, with a large distance between
the two points that define the line feature. Configure the line feature by placing the tool firmly
CB3 II-60 Version 3.10
Copyright © 2009–2019 by Universal Robots A/S. All rights reserved.