953D SYSTEMS, INC. PN:80-D27 Rev.B
EVERY 1 YEAR MAINTENANCE
Calibration
This section gives the printer calibration procedure; to correctly correlate the scanning system’s theoretical X/Y print bed
coordinates with the actual X/Y print bed coordinates.
The calibration must be controlled once a year. As explained on the procedure, the control of the calibration will require to
draw a calibration plate and to retrieve the current printer correction le (xml format) that both must be sent to 3D Systems
Customer Support for analysis. If required, a new correction le may be loaded to the printer.
Part required
• Calibration plate (p/n 5007185U00): minimum 2 required.
• Specic calibration manufacturing FAB le (if not owned, contact 3D Systems Customer Support).
Instruction
NOTE: before starting the procedure, the followings are required:
- The manufacturing chamber must be cleaned.
- A new sintering plate with the plate support have been loaded on the printer.
Refer to detailed corresponding instructions on the section "System Use" from page 38.
Caution : perform only tasks you are authorized and certied to complete. This maintenance procedure
requires the operator to be trained on the use of the printer through the Adjuster level (see "User level
selection" on page 51).
Caution : presence of metal powder. Do not use or manipulate any material without rst reading the
safety datasheet (SDS) for that specic material.
Caution : Personal Protective Equipment (PPE) must be used to protect the user against health or
safety risks during working tasks. Wear disposable rubber gloves, anti-static coverall, anti-static safety
shoes and safety glass. Wear disposable dust mask rated FFP3 or N99 level protection at minimum ; we
recommend the use of powered air-purifying respirator.
WARNING : FINE METAL DUST IS HIGHLY FLAMMABLE. AVOID USING ANY IGNITION SOURCE NEAR THE
MACHINE (OPEN FLAME, SPARKING, ELEVATED TEMPERATURE PARTS).
Control of the current calibration
1. Make sure to access to the control software by using the Adjuster level (see "User level selection" on page 51).
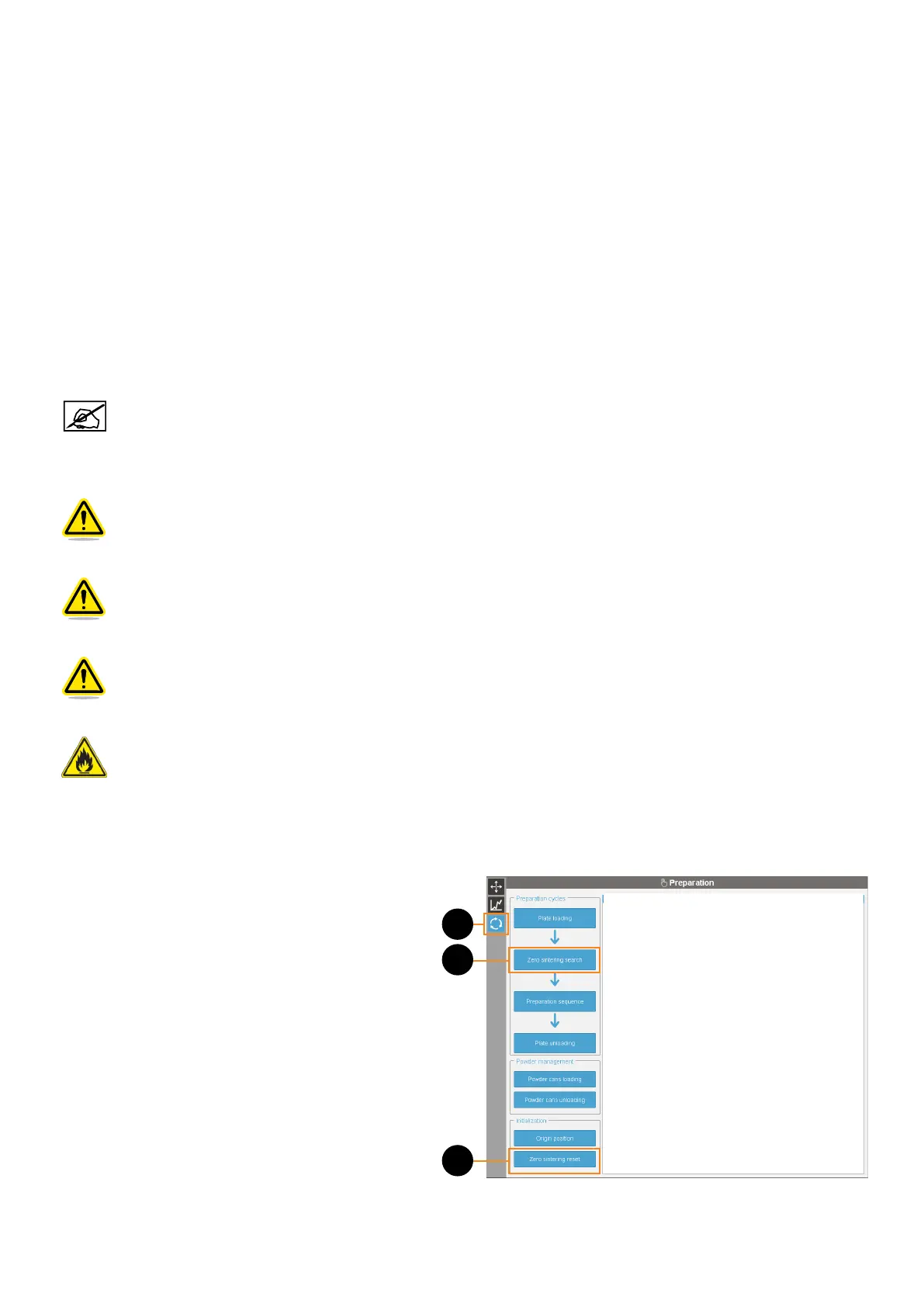
2. Perform a Zero research:
• Navigate to the Preparation menu.
• Access to the Cycles submenu (1).
• Click on the Zero sintering search button (2): the
printer initiates the corresponding cycle.
3. Measure the thickness of the calibration plate.
4. Move the sintering piston to: "zero sintering" value -
"thickness" of the calibration plate.
5. Perform a zero sintering reset :
• Navigate to the Preparation menu.
• Access to the Cycles submenu (1).
• Click on the Zero sintering reset button (3): the
printer initiates the corresponding cycle.
1
3
2