102
Macros
96-8000 rev R June 2007
Example 2: G00 G90 X1.0 Y1.0 Z.05 S1000 M03; (Position tool)
G65 P9010 X.5 Y.25 Z.05 F10. T10; (Call 9010)
G28;
M30;
O9010; (Diagonal hole pattern)
F#9; (F=Feed rate)
WHILE [#20 GT 0] DO1; (Repeat T times)
G91 G81 Z#26; (Drill To Z depth)
#20=#20-1; (Decrement counter)
IF [#20 EQ 0] GOTO5; (All holes drilled)
G00 X#24 Y#25; (Move along slope)
N5 END1;
M99; (Return to caller)
Aliasing
Aliasing is a means of assigning a G-code or M-code to a G65 P##### sequence. For instance, in Example 2 it
would be easier to write:
G06 X.5 Y.25 Z.05 F10. T10;
When aliasing, if you alias to a G-code you may pass variables with it. If you alias to an M-code, you may NOT pass
variables with it.
Here, an unused G code has been substituted, G06 for G65 P9010. In order for the previous block to work the
parameter associated with subroutine 9010 must be set to 06 (Parameter 91). Note that G00, G65, G66, and G67
cannot be aliased. All other codes between 1 and 255 can be used for aliasing.
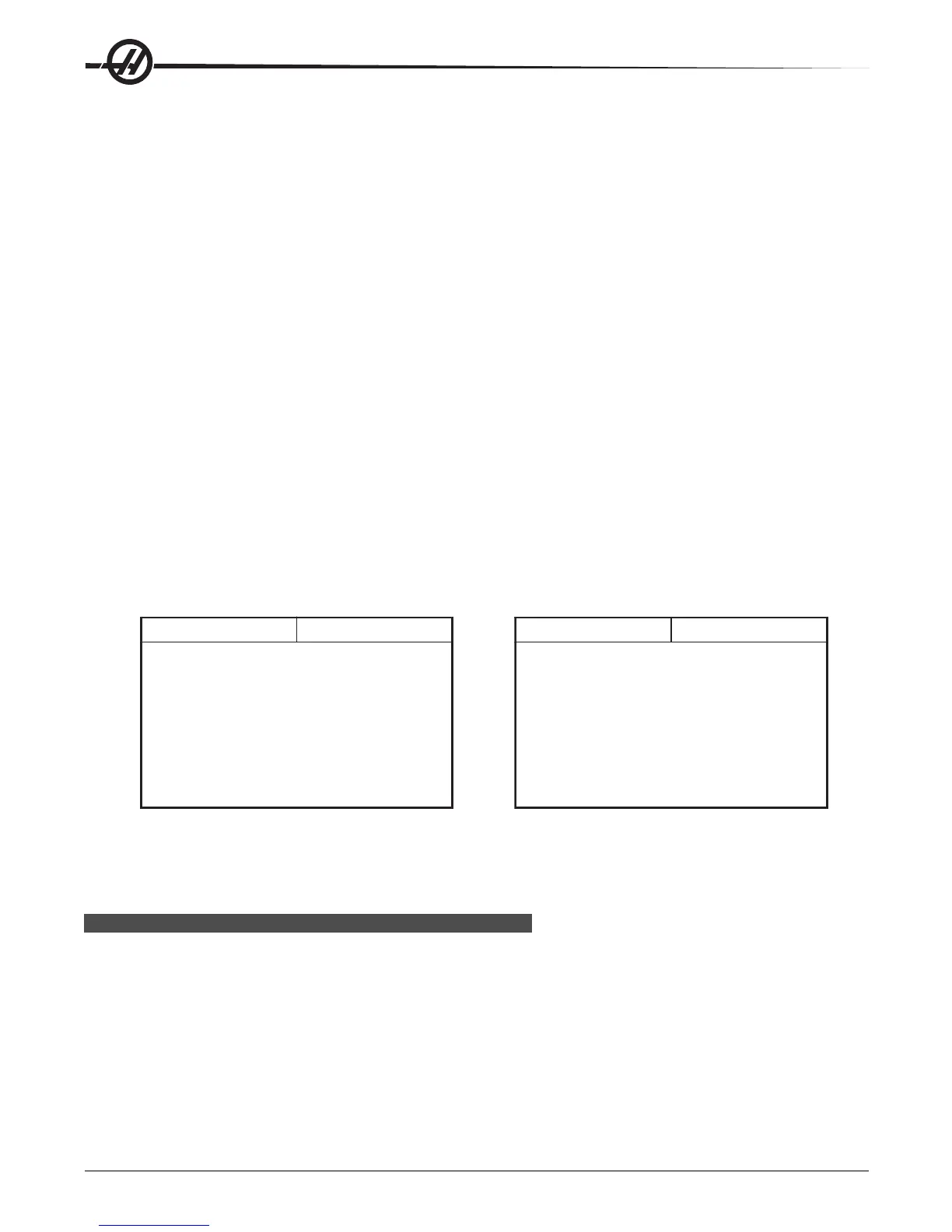
Program numbers 9010 through 9019 are reserved for G code aliasing. The following table lists which HAAS param-
eters are reserved for macro subroutine aliasing.
retemaraPsaaHedoCO
19
29
39
49
59
69
79
89
99
001
0109
1109
2109
3109
4109
5109
6109
7109
8109
9109
retemaraPsaaHllaCorcaMM
18
28
38
48
58
68
78
88
98
09
0009
1009
2009
3009
4009
5009
6009
7009
8009
9009
G-Code Aliasing M-Code Aliasing
Setting an aliasing parameter to 0 disables aliasing for the associated subroutine. If an aliasing parameter is set to a
G-code and the associated subroutine is not in memory, then an alarm will be given.
COMMUNICATION WITH EXTERNAL DEVICES - DPRNT[ ]
Macros allow additional capabilities to communicate with peripheral devices. One can do digitizing of parts, provide
runtime inspection reports, or synchronize controls with user provided devices. The commands provided for this are
POPEN, DPRNT[ ] and PCLOS.
Communication preparatory commands
POPEN and PCLOS are not required on the Haas mill. It has been included so that programs from different controls
can be sent to the Haas control.