Operation
56
96-8000 rev R June 2007
PALLET C HANGER (EC-SERIES AND MDC-500)
Introduction
The pallet changer is commanded through a program in CNC memory. The M50 (execute pallet change) function
consists of unlocking, lifting and rotating the pallets, then lowering and locking the pallets again. The pallet changer
rotates the pallets 180
o
, then back; it does not continuously rotate in the same direction.
The pallet changer is provided with an audible signaling device to alert nearby personnel when a pallet change is
taking place. However, do not depend on the signal to avoid mishaps.
Pallet Changer Warnings and Cautions
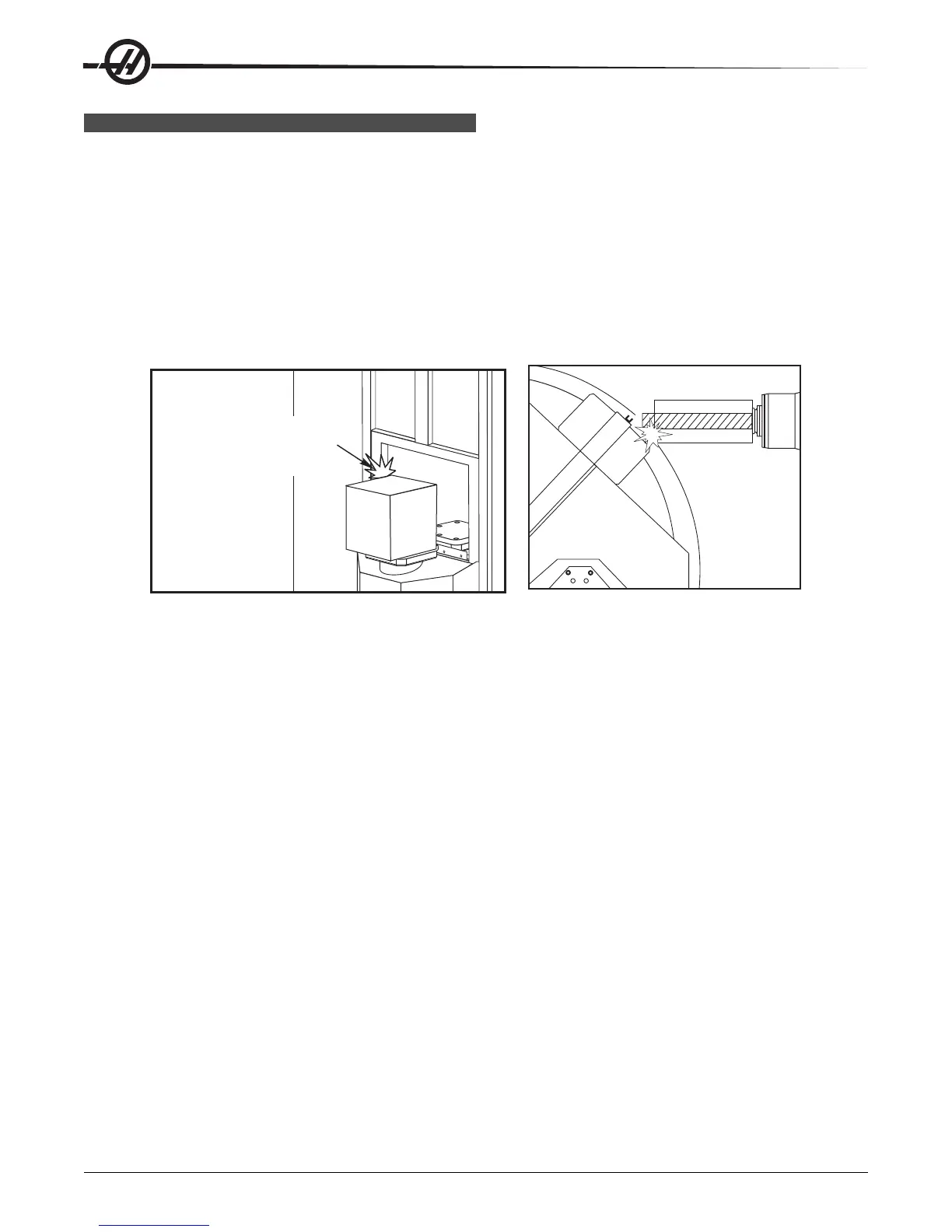
• Large workpieces may collide into frame during a pallet change.
• Verify tool length clearance during pallet changes. Long tools may collide with workpiece.
Plane3
Items Beyond the Maximum
Radius and Height Limits
Will Damage the Machine
When the Pallet Rotates
EC-300 Shown
Maximum Pallet Loads
EC-300 550lb (249kg) per station, balanced within 20%
MDC 700lb (318kg) per station, balanced within 20%
EC-400 1 and 45 degree indexer – 1000 lb per pallet
Full 4th Axis – 660 lb per pallet
Pallet Changer Operation
The Pallet Changer is commanded using M Codes.
M50 determines if a pallet has been scheduled. The pallets will change if a pallet is scheduled or the program will
pause and prompt the operator the pallet is not scheduled.
G188 uses the pallet schedule table to load and run the program scheduled for the current pallet. Once the part
program completes, the M99 command loops back to the M50 (pallet change) in order to load the next pallet.
M36 is not used in this method, as M50 monitors the pallet scheduling. M36 is provided for backward compatibility,
and to program pallet changes without using PST.
Messages aid the operator with loading/unloading and pallet changes. For example, at the beginning of the M50
pallet change, if the load station is not ready, a message is displayed on the screen. The message will not stop
flashing and the pallet change will not continue until the load station is ready and the Part Ready button is pressed.
At the beginning of a pallet change, if the load station is ready, no messages appears, and no button press is
required, and the pallet change starts directly.
M46 – Qn Pmm
Jump to line mm in the current program if pallet n is loaded, otherwise go to the next block.