146
G Codes
96-8000 rev R June 2007
X
Z
Y
X
Z
Y
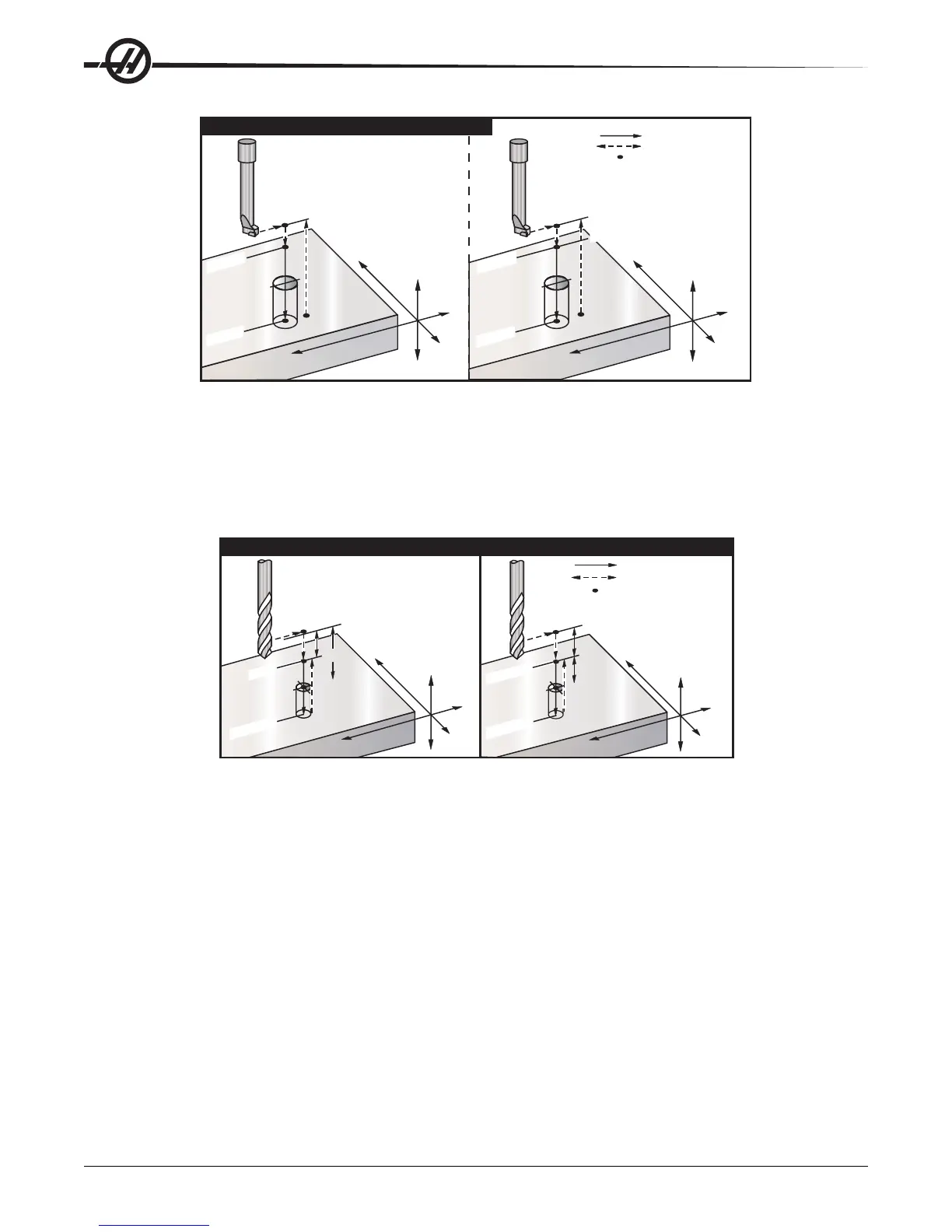
G98 Initial Starting Plane
Initial Starting Plane
R Plane
R Plane
Z Depth
Z Depth
G99 Rapid Plane
G89 Bore and Dwell Canned Cycle
G89 Bore and Dwell Canned Cycle
Feed
Rapid Move
Begin or end of stroke
Feed
Rapid
Move
Begin or end of stroke
G90 Absolute Position Commands (Group 03)
G91 Incremental Position Commands (Group 03)
These G codes change the way the axis commands are interpreted. Axes commands following a G90 will move the
axes to the machine coordinate. Axes commands following a G91 will move the axis that distance from the current
point.
G91 is not compatible with G143 (5-Axis Tool Length Compensation).
Z=0
R
R
Z
Z
R Plane
R Plane
Z Depth
Z Depth
X
Z
Y
X
Z
Y
G90 Canned Cycle (Absolute)
G90 Canned Cycle (Absolute)
G91 Canned Cycle (Incremental)
G91 Canned Cycle (Incremental)
Feed
Rapid Move
Begin or end of stroke
Feed
Rapid
Move
Begin
or end of stroke
G92 Set Work Coordinate Systems Shift Value (Group 00)
This G-code does not move any of the axes; it only changes the values stored as user work offsets. G92 works
differently depending on Setting 33, which selects a FANUC, HAAS, or YASNAC coordinate system.
FANUC or HAAS
If setting 33 is set to Fanuc or Haas, a G92 command shifts all work coordinate systems (G54-59, G110-129) so
that the commanded position becomes the current position in the active work system. G92 is a non-modal.
A G92 command cancels any G52 in effect for the commanded axes. Example: G92 X1.4 cancels the G52 for the
X-axis. The other axes are not affected.
The G92 shift value is displayed at the bottom of the Work Offsets page and may be cleared there if necessary. It is
also cleared automatically after power-up, and any time ZERO RET and AUTO ALL AXES or ZERO SINGLE AXIS
are used.
YASNAC
If setting 33 is set to Yasnac, a G92 command sets the G52 work coordinate system so that the commanded
position becomes the current position in the active work system. The G52 work system then automatically be-
comes active until another work system is selected.