140
G Codes
96-8000 rev R June 2007
G81 Drill Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute
L Number of holes to drill if G91 (Incremental Mode) is used
R Position of the R plane (position above the part)
X X-axis motion command
Y Y-axis motion command
Z Position of the Z-axis at the bottom of hole
NOTE: The X and Y addresses, in most cases, are the location of the first hole to be
drilled.
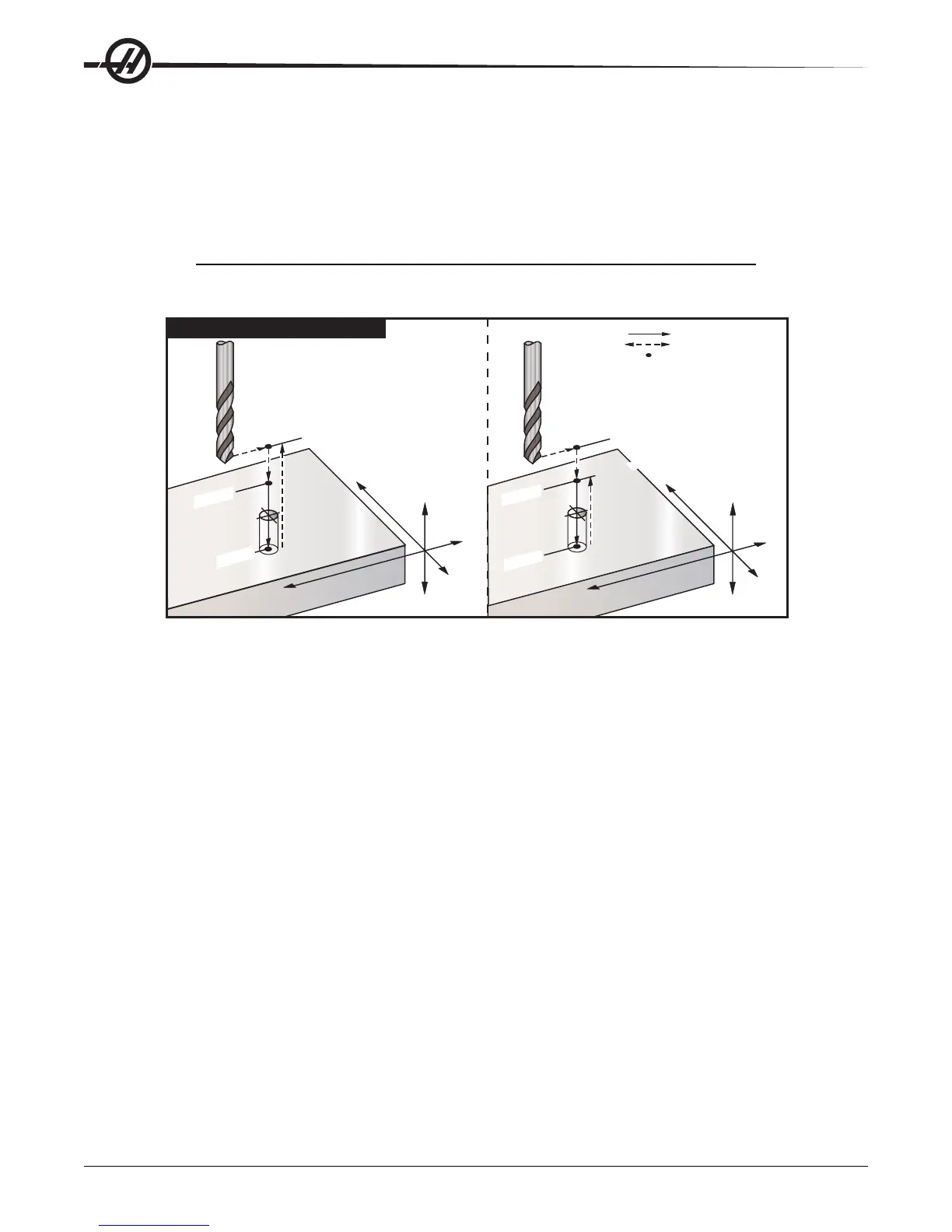
Initial Starting Plane
G99 Rapid Plane
X
Z
Y
X
Z
Y
G98 Initial Starting Plane
R Plane
R Plane
Z Plane
G81 Drill Canned Cycle
Feed
Rapid Move
Begin or end of stroke
Feed
Rapid Move
Begin or end of stroke
Z Depth
Program Example
The following is a program to drill through an aluminum plate:
T1 M06
G00 G90 G54 X1.125 Y-1.875 S4500 M03
G43 H01 Z0.1
G81 G99 Z-0.35 R0.1 F27.
X2.0
X3.0 Y-3.0
X4.0 Y-5.625
X5.250 Y-1.375
G80 G00 Z1.0
G28
M30
G82 Spot Drill Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute
L Number of holes if G91 (Incremental Mode) is used
P The dwell time at the bottom of the hole
R Position of the R plane (position above the part)
X X-axis location of hole
Y Y-axis location of hole
Z Position of bottom of hole