141
G Codes
96-8000 rev R June 2007
Programming Note: G82 is similar to G81 except that you have the option to program a dwell (P)
Program Example Description
%
O1234 (Sample program)
T1 M06 (Tool #1 is a 0.5" x 90-degree spot drill)
G90 G54 G00 X.565 Y-1.875 S1275 M03
G43 H01 Z0.1 M08
G82 Z-0.175 P.3 R0.1 F10. (90-degree spot drill; the depth is)
X1.115 Y-2.750 (half of the chamfer diameter)
X3.365 Y-2.875
X4.188 Y-3.313
X5.0 Y-4.0
G80 G00 Z1.0 M09
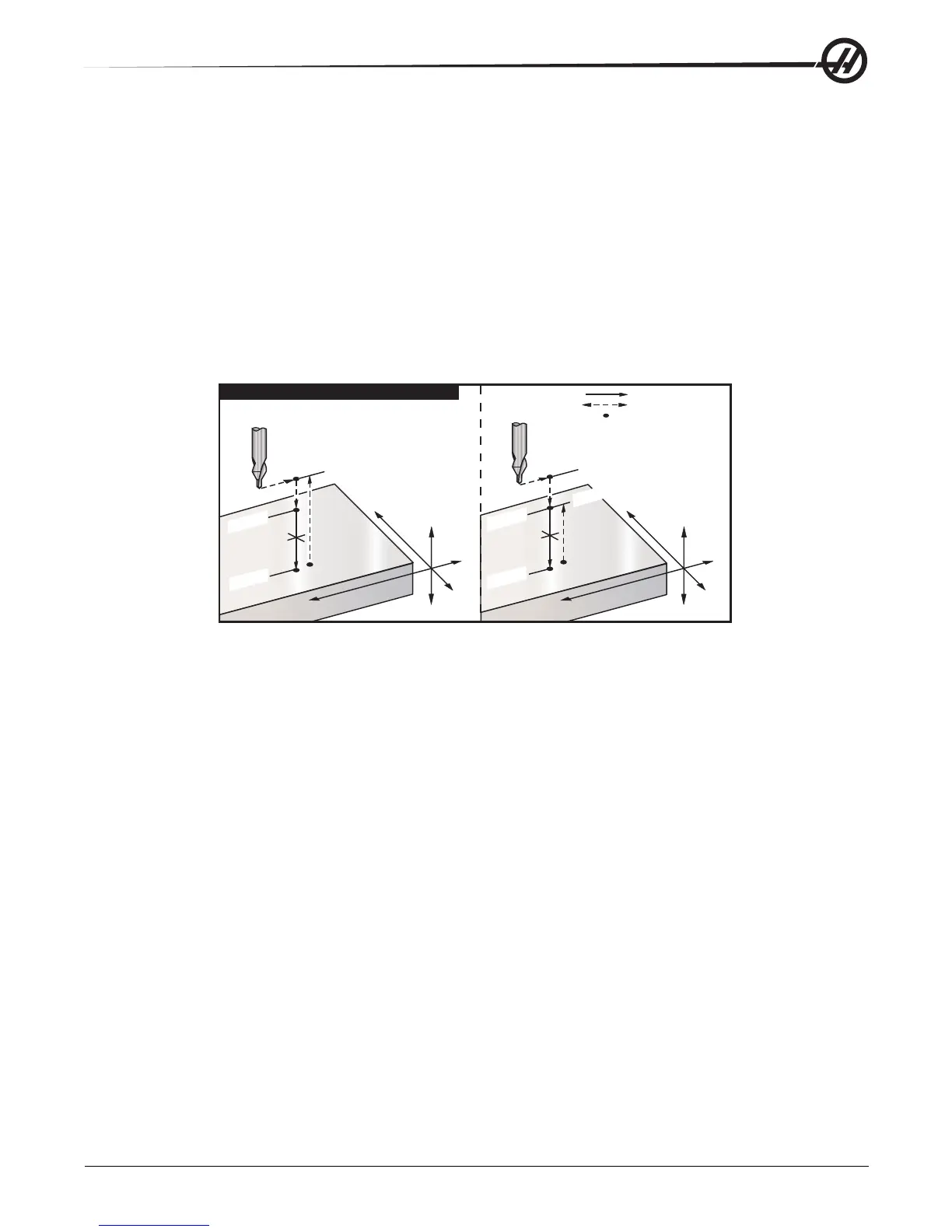
Starting Plane
G99 Rapid Plane
X
Z
Y
X
Z
Y
G98 Initial Starting Plane
R Plane
Z Plane
R Plane
Z Plane
G82 Spot Drill Canned Cycle
G82 Spot Drill Canned Cycle
Feed
Rapid Move
Begin or end of stroke
Feed
Rapid
Move
Begin
or end of stroke
G82 Spot drilling example
G83 Normal Peck Drilling Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute
I Size of first cutting depth
J Amount to reduce cutting depth each pass
K Minimum depth of cut
L Number of holes if G91 (Incremental Mode) is used
P Pause at end of last peck, in seconds (Dwell)
Q Cut depth, always incremental
R Position of the R plane (position above the part)
X X-axis location of hole
Y Y-axis location of hole
Z Position of the Z-axis at the bottom of hole
If I, J, and K are specified, the first pass will cut in by the amount of I, each succeeding cut will be reduced by
amount J, and the minimum cutting depth is K. Do not use a Q value when programming with I,J,K.
If P is specified, the tool will pause at the bottom of the hole for that amount of time. The following example will
peck several times and dwell for 1.5 seconds:
G83 Z-0.62 F15. R0.1 Q0.175 P1.5.
The same dwell time will apply to all subsequent blocks that do not specify a dwell time.